В течение многих лет с великолепным результатом применяются на предприятиях нефтепереработки торцовые уплотнения со встроенным холодильником для горячих сред с температурой продукта до 400°С.
Главный конструктор ООО НПЦ «АНОД» Кулдышев Александр Константинович и Начальник конструкторского отдела уплотнений Гераськин Сергей Юрьевич провели обучение на Омском НПЗ, по его результатам в пресс-центре Омского НПЗ подготовили статью, текст которой мы здесь приводим.
На нашем предприятии (Омский НПЗ) прошло обучение сотрудников по эксплуатации систем герметизации насосно-компрессорного оборудования. Теоретическими и практическими знаниями делились представители компании «Научно-производственный центр «АНОД», чья продукция используется на Омском НПЗ.
На обучение пригласили специалистов, которые непосредственно эксплуатируют и ремонтируют герметизирующие узлы — это механики производственных подразделений Омского НПЗ. мастера и слесари ремонтно-механического завода. Кроме того, интерес к теме проявили специалисты проектно-конструкторского бюро. На этапе проектирования новых производственных объектов они выбирают тип герметизирующей системы, обеспечивая максимальную надежность и долговечности работы насосно-компрессорного оборудования Обучение продолжалось два дня
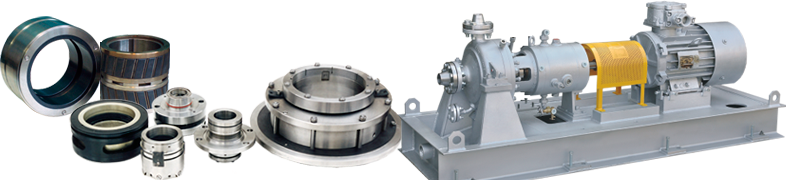
На нефтеперерабатывающих и нефтехимических производствах, где динамическое оборудование работает в средах с опасными горючими и легковоспламеняющимися жидкостями и газами, стандарты и правила разрешают применять только торцевые уплотнения. Их элементы изготавливают из износостойких материалов: карбида кремния или карбида вольфрама. Надежность такой конструкции зависит от многих факторов. конструктивных особенностей, применяемых материалов, правильности монтажа, условий эксплуатации и технического состояния элементов
Как пояснил заместитель генерального директора главный конструктор НПЦ «.АНОД» Александр Кулдышев благодаря использованию опыта проектирования и изготовления изделий для атомной энергетики удалось создать эффективные торцевые уплотнения для оборудования нефтеперерабатывающей промышленности. Торцевые уплотнения от компании «нпц «Анод» применяются на насосах ряда установок Омского НПЗ: на установке по производству и розливу нефтебитумов 19/3. сернокислотного алкилирования 25/12 на газофракционирующей установке ГФУ-2. установке по производству цеолита Г-43/6 (Ц). в комплексе по переработке мазута КТ-1/1, в комплексе изомеризации легких бензиновых фракций «Изомалк-2» и на некоторых других объектах.
— Термическая и силовая стабилизация трущихся плоскостей контактных колец в сочетании с тщательной гидравлической балансировкой позволяют эксплуатировать торцевые уплотнения в широком диапазоне температур давления и частоты вращения вала В течение многих лет с великолепным результатом применяются на предприятиях нефтепереработки торцовые уплотнения с встроенным холодильником для горячих сред с температурой продукта до 400°с Охлаждение снижает температуру в районе уплотнения до приемлемых значений и позволяет использовать в качестве вторичных уплотнений резиновые кольца. — рассказал Александр Кулдышев
Дополнительно специалисты компании «АНОД» рассказали об опыте модернизации насосных агрегатов с использованием уплотнительных подшипниковых блоков (БПУ) собственного изготовления, за счет чего существенно улучшаются вибрационные характеристики насосов и увеличивается межремонтный пробег. Один такой подшипниковый блок с декабря 2023 года используется на насосе Н-601Р комплекса КТ-1/1.
— Подшипниковый уплотнительный блок решает проблему нефтяных консольных и двухопорных насосов. работающих в особо тяжелых условиях эксплуатации вязкие нефтепродукты. высокие температуры нестабильные условия работы и так далее Замена приводной части насоса на БПУ гарантирует чистоту жидкости е подшипниковом узле и защищает его от попадания механических частиц. Кроме того. использование БПУ повышает коэффициент полезного действия насосного агрегата
— подчеркнул Александр Кулдышев.
Более шестидесяти человек, изучали устройство, особенности эксплуатации и ремонта герметизирующих устройств, а также смогли на практике самостоятельно провести ревизию узлов дефектовку элементов с определением возможных причин повреждений и усвоить особенности сборки торцевых уплотнений
Как отметил начальник управления надежности Александр Беликов усовершенствование систем герметизации и подшипниковых узлов обусловлено требованиями к повышению надежности работы и увеличению срока эксплуатации динамического оборудования.
— Поскольку подбор. установка эксплуатация и замена данных узлов требуют более квалифицированного подхода было принято решение о дополнительном обучении сотрудников нашего предприятия Кроме того в условиях импортозамещения актуален переход на технические решения отечественных производителей. показывающих стабильное качество и заявленную надежность продукции Уверен. что применение полученных знаний позволит увеличить ресурс эксплуатируемых устройств а также даст импульс к замене импортных комплектующих — подытожил Александр Беликов.