ООО "АНОД-ЦЕНТР" — Сервисный центр ООО НПЦ "АНОД" по реализации торцевых уплотнений, блоков подшипниковых уплотнительных и вспомогательных систем к ним. По вопросу приобретения насосных агрегатов АНГК обращаться в ООО НПЦ "АНОД"
Ревизия уплотнения – это комплекс операций технического обслуживания по установлению степени износа уплотнения и его отдельных частей с целью проведения проверки его работоспособности, ремонтопригодности и определение объема дальнейшего ремонта в условиях сервисного предприятия.
Необходимость в ревизии сухого уплотнения в условиях эксплуатации возникает в рамках договорных обязательств либо при наступлении гарантийного случая при определении причин выхода уплотнения из строя. Лучше всего это делать по «горячим следам» с выездом специалиста и проведением всех необходимых мероприятий на месте: разбор компрессорной установки и осмотр ее узлов и составляющих, демонтаж уплотнения, его разборка и ревизия, изучение данных по эксплуатации уплотнения и т.д.
В ревизию сухого газодинамического уплотнения в условиях эксплуатации входит:
разборка уплотнения;
очистка всех составляющих деталей уплотнения от загрязнений;
осмотр металлических деталей на наличие каких-либо аномалий (износ, задиры, коррозия и т.д.);
осмотр пар трения на наличие износа, сколов, трещин;
осмотр вторичных уплотняющих элементов на наличие повреждений, потерю эластичности и формы сечения;
проверка состояния пружин;
осмотр крепежных изделий на целостность резьбы и граней;
оценка дальнейшей работоспособности уплотнения исходя из его технического состояния и условий работы в компрессоре.
восстановление работоспособности СГУ, если это возможно в условиях эксплуатации. При необходимости замена составляющих СГУ из ЗИПа. Если работоспособность уплотнения в условиях эксплуатации восстановить не возможно, то формируется перечень по дальнейшему объему ремонта уплотнения в условиях сервисного центра;
сборка уплотнения в рабочее состояние и его подготовка к дальнейшему монтажу в компрессор;
составление технического отчета с приложением фотоматериалов проведенной ревизии и описанием выявленных дефектов.
Пример проводимой ревизии по месту эксплуатации СГУ приведен ниже на фото.
ФОТО 1. Детали уплотнения в хорошем состоянии. Уплотнение пригодно к дальнейшей эксплуатации.
ФОТО 2. Пары трения уплотнения имеют износ. Уплотнение непригодно к дальнейшей эксплуатации и нуждается в ремонте в условиях сервисного центра.
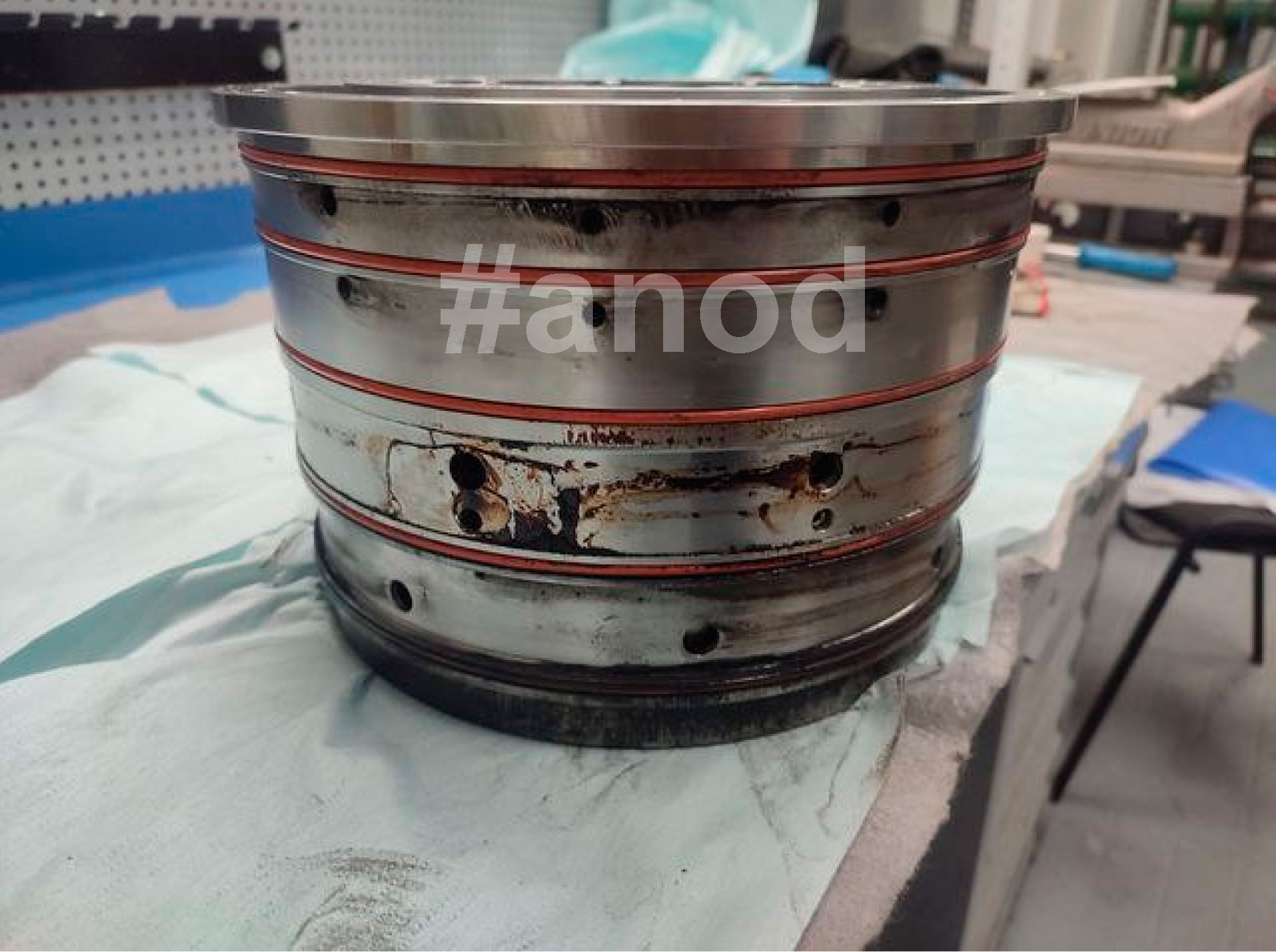
ФОТО 3. СГУ разрушено и непригодно к дальнейшей эксплуатации. Дальнейший ремонт уплотнения нецелесообразен ввиду критического повреждения многих деталей уплотнения.
В настоящее время актуально комплексное сервисное обслуживание сухих газодинамических уплотнений на территории заказчика, которое предусматривает оказание комплекса работ включающих в себя следующие операции, но не ограничиваясь:
демонтаж уплотнения из компрессора;
ревизия уплотнения;
оценка его дальнейшей возможной эксплуатации;
монтаж СГУ в компрессор;
при необходимости настройка панели управления и контроль параметров работы уплотнения по ней во время пуска компрессорной установки в работу.
Целью оказания работ по сервисному обслуживанию и ревизии СГУ является обеспечение безостановочной, безотказной штатной работы и безопасной эксплуатации уплотнений и системы СГУ в целом.
Специалисты ООО НПЦ «АНОД» готовы оказать весь спектр услуг по сервисному обслуживанию сухих газодинамических уплотнений в условиях их эксплуатации. Прибытие специалистов на объект заказчика для проведения сервисного обслуживания систем СГУ осуществляется незамедлительно после получения заявки на проведения данных работ. В подтверждение этому можно привести пример сотрудничества ООО НПЦ «АНОД» с газодобывающим предприятием ЗАО «Нортгаз». На протяжении нескольких лет специалистами ООО НПЦ «АНОД» на территории газодобывающего промысла ЗАО «Нортгаз» проводятся работы по сервисному обслуживанию узлов СГУ и сопутствующих систем.
ФОТО 4. Демонтированное сухое газовое уплотнение фирмы «EagleBurgmann»из газоперекачивающего компрессора «THERMODYN» после достижения межремонтной наработки в 25000 часов.
ФОТО 5. Восстановленные в условиях эксплуатации и готовые к монтажу в компрессор СГУ фирмы «EagleBurgmann».
В течение многих лет с великолепным результатом применяются на предприятиях нефтепереработки торцовые уплотнения со встроенным холодильником для горячих сред с температурой продукта до 400°С.
Главный конструктор ООО НПЦ «АНОД» Кулдышев Александр Константинович и Начальник конструкторского отдела уплотнений Гераськин Сергей Юрьевич провели обучение на Омском НПЗ, по его результатам в пресс-центре Омского НПЗ подготовили статью, текст которой мы здесь приводим.
На нашем предприятии (Омский НПЗ) прошло обучение сотрудников по эксплуатации систем герметизации насосно-компрессорного оборудования. Теоретическими и практическими знаниями делились представители компании «Научно-производственный центр «АНОД», чья продукция используется на Омском НПЗ.
На обучение пригласили специалистов, которые непосредственно эксплуатируют и ремонтируют герметизирующие узлы — это механики производственных подразделений Омского НПЗ. мастера и слесари ремонтно-механического завода. Кроме того, интерес к теме проявили специалисты проектно-конструкторского бюро. На этапе проектирования новых производственных объектов они выбирают тип герметизирующей системы, обеспечивая максимальную надежность и долговечности работы насосно-компрессорного оборудования Обучение продолжалось два дня
На нефтеперерабатывающих и нефтехимических производствах, где динамическое оборудование работает в средах с опасными горючими и легковоспламеняющимися жидкостями и газами, стандарты и правила разрешают применять только торцевые уплотнения. Их элементы изготавливают из износостойких материалов: карбида кремния или карбида вольфрама. Надежность такой конструкции зависит от многих факторов. конструктивных особенностей, применяемых материалов, правильности монтажа, условий эксплуатации и технического состояния элементов
Как пояснил заместитель генерального директора главный конструктор НПЦ «.АНОД» Александр Кулдышев благодаря использованию опыта проектирования и изготовления изделий для атомной энергетики удалось создать эффективные торцевые уплотнения для оборудования нефтеперерабатывающей промышленности. Торцевые уплотнения от компании «нпц «Анод» применяются на насосах ряда установок Омского НПЗ: на установке по производству и розливу нефтебитумов 19/3. сернокислотного алкилирования 25/12 на газофракционирующей установке ГФУ-2. установке по производству цеолита Г-43/6 (Ц). в комплексе по переработке мазута КТ-1/1, в комплексе изомеризации легких бензиновых фракций «Изомалк-2» и на некоторых других объектах.
— Термическая и силовая стабилизация трущихся плоскостей контактных колец в сочетании с тщательной гидравлической балансировкой позволяют эксплуатировать торцевые уплотнения в широком диапазоне температур давления и частоты вращения вала В течение многих лет с великолепным результатом применяются на предприятиях нефтепереработки торцовые уплотнения с встроенным холодильником для горячих сред с температурой продукта до 400°с Охлаждение снижает температуру в районе уплотнения до приемлемых значений и позволяет использовать в качестве вторичных уплотнений резиновые кольца. — рассказал Александр Кулдышев
Дополнительно специалисты компании «АНОД» рассказали об опыте модернизации насосных агрегатов с использованием уплотнительных подшипниковых блоков (БПУ) собственного изготовления, за счет чего существенно улучшаются вибрационные характеристики насосов и увеличивается межремонтный пробег. Один такой подшипниковый блок с декабря 2023 года используется на насосе Н-601Р комплекса КТ-1/1.
— Подшипниковый уплотнительный блок решает проблему нефтяных консольных и двухопорных насосов. работающих в особо тяжелых условиях эксплуатации вязкие нефтепродукты. высокие температуры нестабильные условия работы и так далее Замена приводной части насоса на БПУ гарантирует чистоту жидкости е подшипниковом узле и защищает его от попадания механических частиц. Кроме того. использование БПУ повышает коэффициент полезного действия насосного агрегата
— подчеркнул Александр Кулдышев.
Более шестидесяти человек, изучали устройство, особенности эксплуатации и ремонта герметизирующих устройств, а также смогли на практике самостоятельно провести ревизию узлов дефектовку элементов с определением возможных причин повреждений и усвоить особенности сборки торцевых уплотнений
Как отметил начальник управления надежности Александр Беликов усовершенствование систем герметизации и подшипниковых узлов обусловлено требованиями к повышению надежности работы и увеличению срока эксплуатации динамического оборудования.
— Поскольку подбор. установка эксплуатация и замена данных узлов требуют более квалифицированного подхода было принято решение о дополнительном обучении сотрудников нашего предприятия Кроме того в условиях импортозамещения актуален переход на технические решения отечественных производителей. показывающих стабильное качество и заявленную надежность продукции Уверен. что применение полученных знаний позволит увеличить ресурс эксплуатируемых устройств а также даст импульс к замене импортных комплектующих — подытожил Александр Беликов.
В этом году ООО «Научно-производственный центр «АНОД» (НПЦ «АНОД») отмечает юбилей — 30 лет со дня создания группой молодых, творческих инженеров компании инновационного типа.
Торцевые уплотнения
Одним из приоритетных направлений деятельности ООО НПЦ «АНОД» является проектирование и производство механических уплотнений вращающихся валов различных устройств. За 30 лет разработано 1600 проектов уплотнений, выпущено более 60 000 уплотнений на насосы, компрессоры и перемешивающие устройства различных отраслей промышленности, которые эксплуатируются в различных средах, на больших давлениях, при температурах свыше 400°С. Более 4000 «малорасходных» уплотнений установлены на компрессорах ПАО «ГАЗПРОМ», что помогло сэкономить в эксплуатации сотни миллионов рублей. За годы работы НПЦ «АНОД» стал одним из лидеров рынка уплотнений в России и ближнем зарубежье, освоив все типы уплотнений, включая сухие газодинамические уплотнения, считающиеся вершиной современных уплотнений. Надежность и экономическая эффективность механических уплотнений компании проверена временем.
Модернизированные насосы с БПУ
Другим направлением деятельности является проектирование подшипников скольжения на основе своих изобретений и конструкций, используя новые материалы с уникальными свойствами. За прошедшие годы были созданы и эффективно эксплуатируются тысячи подшипников скольжения в различных отраслях промышленности, многие из которых обладают уникальными характеристиками в различных условиях работы. Так, например, в ПАО «Транснефть» в течение многих лет бесперебойно эксплуатируется подпорный нефтяной насос с новой компоновкой на подшипниках скольжения, смазываемых перекачиваемой нефтью. Такой насос не имеет аналогов в России, а также в ближнем и дальнем зарубежье. Коллектив НПЦ «АНОД» не останавливается на достигнутом, подтверждая в полной мере свое название научного и производственного центра, проявляет техническую изобретательность, смелость и новаторство.
Системы сухих газодинамических уплотнений СГДУ
Технические решения, применяемые в процессе своей деятельности, имеют высочайший, часто уникальный уровень. Так, например, решая проблемы эксплуатирующихся насосов, конструкторами НПЦ «АНОД» был разработан новый для насосов узел — блок подшипниковый уплотнительный (БПУ). Найденное конструктивное решение совместного размещения подшипников скольжения с торцевыми уплотнениями в одном корпусе дает ряд преимуществ опорно-уплотнительной системе насоса, позволяя многократно увеличить межремонтный пробег, понизить уровень вибрации, зачастую увеличить КПД и уменьшить энергопотребление. Длительные сроки эксплуатации без ремонтов и большой экономический эффект от использования БПУ позволяет по-другому взглянуть на компоновку современных насосов, отойти от старых схем, получить огромный экономический эффект в масштабах страны. К настоящему времени разработано 90 проектов БПУ для различных отраслей промышленности, изготовлено и модернизировано более 600 насосов.
Торцовые уплотнения, подшипники скольжения, блоки подшипниковые уплотнительные и насосные агрегаты являются звеньями одной логичной цепочки развития предприятия.
Кроме блестящей конструкторской мысли основой всего выпускаемого оборудования остается неизменное качество и надежность, выходящее из рук профессиональных сотрудников предприятия.
Следуя государственной политике импортозамещения, НПЦ «АНОД» в настоящее время производит большую номенклатуру уплотнений, подшипников скольжения, БПУ, систем обслуживания уплотнений и подшипников для замены зарубежного оборудования. Во многих случаях эти изделия превосходят зарубежные аналоги.
Около 500 предприятий нефтегазового комплекса, химической и нефтехимической, нефтеперерабатывающей промышленности, энергетики, атомной энергетики эксплуатируют продукцию производства НПЦ «АНОД».
Известные российские компании заслуженно остановили свой выбор на сотрудничестве с НПЦ «АНОД» – компания сохраняет свои традиции новаторства в поиске свежих решений, улучшает качество, стремясь быть на шаг впереди от своих конкурентов.
Сегодня, в год своего 30-летия, НПЦ«АНОД» — это сложившийся, устоявшийся коллектив, достигший многого. Может показаться, что самое время отдохнуть, использовать наработанный потенциал, однако настоящее очень быстро становится прошлым. Всё что не развивается и не меняется, обречено стать забытым и исчезнуть. Поэтому компания не останавливается на достигнутом, а постоянно совершенствуется, находит новые решения, новые сферы применения своего опыта и технических возможностей.
НПЦ «АНОД» заинтересован в налаживании новых деловых связей. Если Вам близок наш подход к бизнесу и наши ключевые принципы, мы будем рады видеть Вас в нашей команде. Мы готовы предложить сотрудничество в решении самых сложных задач производителям оборудования и эксплуатирующим предприятиям. Так же, мы будем рады видеть новые амбициозные задачи от наших постоянных партнеров.
Поздравляем коллектив сотрудников НПЦ «АНОД» с их замечательной юбилейной датой!
Пуск и эксплуатация торцовых уплотнений не допускается в следующих случаях: без затворной жидкости в бачке; без охлаждающей жидкости; без подачи охлаждающей жидкости в заднюю крышку насоса при температуре перекачиваемой среды более 150 градусов цельсия; без заполнения насосов перекачиваемым продуктом; при превышении утечек через атмосферную ступень торцовых уплотнений выше допустимой величины — эта цифра для торцовых уплотнений производства НПЦ АНОД — 2 куб. см/час. Также не допускается эксплуатация при уровне затворной жидкости в бачке ниже срабатывания сигнализатора уровня и при температуре затворной жидкости на выходе из торцевого уплотнения более 90 градусов цельсия. Для обеспечения нормальной работы двухступенчатых торцовых уплотнений необходимо соблюдать указания руководств по эксплуатации для уплотнений и насосов. При этом целесообразно учесть следующие приоритетные положения: следить за зазором между полукольцами крепления уплотнения на валу и корпусом торцового уплотнения, при отклонении его более чем на 1 мм от исходного рекомендуется восстановить зазор. Следить за темпом изменения уровня и температуры затворной жидкости в бачке, чтобы объективно прогнозировать необходимость вывода уплотнения и насоса из работы. Уплотнения, особенно типа тандем может быть выведены из строя в результе гидроудара, создающего давление в несколько раз больше расчетного. Технологические операции с насосом должны исключать такие явления. (больше информации в ВИДЕО)
В начале марта на базе ТЭЦ-11 им. М. Я. Уфаева прошли теоретические и практические занятия, темой которых стали особенности устройства, работы, эксплуатации и ремонта торцевых уплотнений (ТУ) в составе различных типов насосов, используемых в тепловой энергетике. В мероприятие приняли участие более 60 человек: руководители и специалисты теплотехнических и топливотранспортных служб, мастера и слесари филиалов, а также сотрудники Генеральной дирекции и персонал подрядных организаций.
В ходе теоретического занятия 2 марта представители нayчно-производственного центра «АНОД» (Нижний Новгород) рассказали участникам об особенностях конструкции различных типов торцевых уплотнений, поделились опытом их применения в энергетике. Большое внимание было уделено информации о подготовке насосов и торцевых уплотнений к монтажным и пусконаладочным работам, особенностям эксплуатации и ремонту ТУ в составе насосных агрегатов.
3-5 марта во вспомогательных помещениях ТЭЦ—11 прошли практические занятия для персонала филиалов Мосэнеpro и подрядных организаций, посвященные оценке готовности насосных агрегатов к монтажу торцевого уплотнения, особенностям их монтажа, различным нюансам, связанным с o6cлуживанием торцевых уплотнений и восстановлением их работоспоco6ности. Участникам занятий требовалось не только внимательно ознакомиться с учебнометодическими материалами, но и выполнить практические задания по сборке и разборке торцевых уплотнений, дефектации ТУ и их деталей, монтажу уплотнений на насосные агрегаты и т. д. По итогам занятий была организована проверка знаний, участникам выданы соответствующие сертификаты.
В письме на имя директора ТЭЦ-11 им. М.Я. Уфаева Михаила Кошовера директор «АНОД-ЦЕНТР» Владимир Маковей поблагодарил специалистов филиала за подготовку и обеспечение рабочих мест, на которых были организованы практические занятия.
Организация мероприятия позволила специалистам ремонтных и эксплуатирующих подразделений филиалов Mocэнерго, а также представителям подрядных организаций лучше понять особенности эксплуатации и обслуживания данных типов торцевых уплотнений, определить дополнительные требования при установке ТУ на насосы, что должно обеспечить безаварийную эксплуатацию и обслуживание систем герметизации насосного оборудования.
Целью настоящей статьи является ознакомление руководящих работников и ведущих специалистов ТЭЦ, ГРЭС, МП «ТЕПЛОСНАБЖЕНИЕ» с возможностью использования существующих и новых систем торцевых уплотнений в соответствии с требованиями правил в области промышленной безопасности «Правила промышленной безопасности складов нефти и нефтепродуктов» (с изменениями на 15 января 2018 года). Рассмотрим различные виды торцевых уплотнений валов насосов, помогающих решить указанные проблемы с соблюдением требований надежности и безопасности при приемлемой стоимости.
Одинарные торцевые уплотнения
Уплотнения торцевые одинарные
Это первые торцевые уплотнения, которые пришли на смену сальниковым. Они применяются на насосах и агрегатах, перекачивающих химически нейтральные и нетоксичные жидкости, в том числе мазут. Имея одну пару колец трения, минимальное количество комплектующих деталей, уплотнения показали хорошие ресурсные характеристики и существенно меньшие утечки перекачиваемой среды. К настоящему времени в НПЦ «АНОД» разработана и получила широкое применение серия торцовых уплотнений для насосных агрегатов, эксплуатирующихся в мазутном хозяйстве, а именно марок 4Н-5х2, 5Н-5х2, 5Н-5х4, 8НД-6х1, 8НД-9х2, 8НД-10х5,10НДВ-6х1, 10НД-6х1, 4НК-5х1 6НК-6х1, 6НК-9х1, от ОНД 200-150-125 до ОНД 440-400-350 и многих других. Конструкция одинарного торцового уплотнений сегодняшнего дня позволяет исключить выход торцового уплотнения из строя и, как следствие, протечку мазута, в том числе и при наиболее тяжелых режимах работы насосного агрегата, а именно, ввод его из состояния резерва в рабочее, причем, непосредственно со щита управления. Недостатком одинарных уплотнений является невозможность предотвращения утечки при разрушении колец пары трения. В этой ситуации обнаружение и локализация утечки зависят от человеческого фактора.
Одинарные торцевые уплотнения с дополнительным (резервным) уплотнением
Уплотнения торцевые одинарные с защитной ступенью
Такие уплотнения относятся к комбинированным. Конструкция торцового уплотнения исключает выход перекачиваемого продукта в атмосферу. Данный вид уплотнений нашел широкое применение на насосном оборудовании перекачивающим нефть и нефтепродукты, относящимся к продуктам 3 и 4 класса промышленной безопасности. Коллективом НПЦ «АНОД» разработаны и изготавливаются комбинированные уплотнения, в которых контурная ступень выполняет функцию одинарного торцового уплотнения, а подвижное кольцо и фланец, функцию дополнительного уплотнения. При выходе из строя контурной ступени включается в работу подвижное кольцо, которое под воздействием давления, перекачиваемого насосом продукта, поджимается к фланцу и, таким образом, герметизирует атмосферную сторону торцового уплотнения, предотвращая неконтролируемую утечку продукта. Для обеспечения безопасной работы данного типа торцовых уплотнений разработаны и изготавливаются системы вспомогательные СВТ. В зависимости от комплектации системы приборами КИП , отключение насосного агрегата может осуществляться, как по факту повышения давления в полости торцового уплотнения, так и по превышению допустимого уровня в бачке для сбора контролируемых протечек. Также, в зависимости от комплектации системы приборами КИП отключение может быть произведено, как в автоматическом режиме, так и персоналом дежурной смены. Системы СВТ позволяют автоматизировать процесс управления группой насосных агрегатов непосредственно с щита управления., подключая резервный и отключая текущий насос.
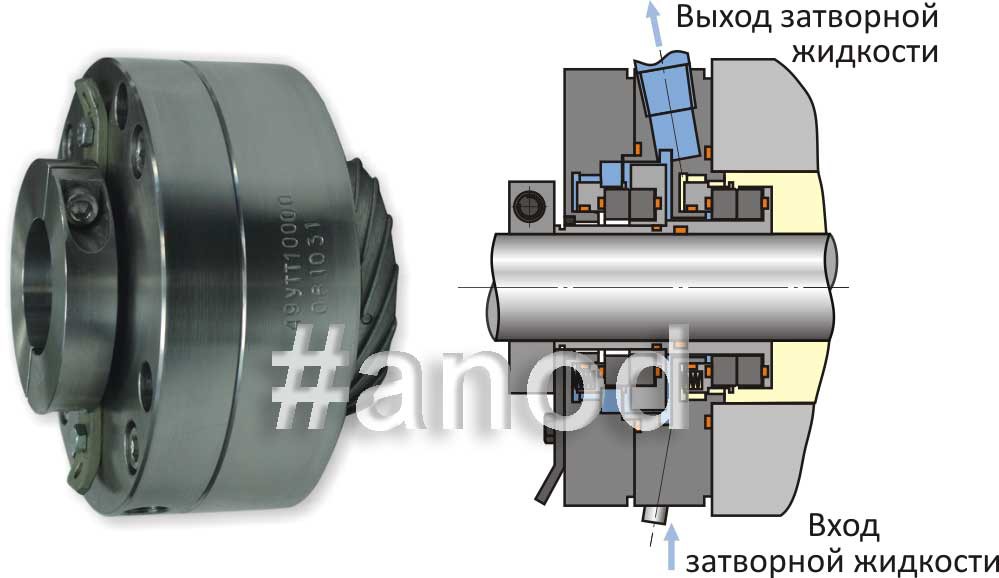
Двухступенчатые торцевые уплотнения типа УТД (двойные) и УТТ (тандем)
Уплотнения торцевые двойные
Двойное торцовое уплотнение применяется в насосах и насосных агрегатах, уплотняемыми средами в которых являются нефтепродукты, сжиженные углеводородные газы, жидкости, содержащие вредные химические вещества, выход которых в атмосферу должен быть исключен. Эксплуатация данного типа уплотнения возможно только при наличии системы обеспечения безопасной работоспособности торцового уплотнения и контроля за его работой. Комплектация приборами и арматурой, вышеназванных систем, формируется в соответствии с разработанными НПЦ «АНОД» планами обвязки двойного торцового уплотнения, которые и рекомендуются Заказчику при проведении поставки. Двойное торцовое уплотнение представляет собой модуль, в корпусе которого установлены навстречу друг другу две ступени одинарных торцевых уплотнений. Пара трения первой ступени (контурная) работает под перепадом давления затворной жидкости и уплотняемой среды, а пара трения второй ступени (атмосферная) — под перепадом давления затворной жидкости и атмосферы. Давление затворной жидкости превышает на 0,1…0,3 МПа давление уплотняемой среды в сальниковой камере. В связи с этим, в случае выхода из строя контурной ступени, затворная жидкость передавит перекачиваемый продукт в сальниковой камере насоса, но разгерметизация атмосферной ступени, при наличии имеющегося давления затворной жидкости а полости торцового уплотнения, не произойдет. В случае выхода из строя атмосферной пары затворная жидкость попадет в атмосферу, при этом разгерметизации контурной пары также не произойдет, по выше обозначенной причине. Датчики контроля уровня затворной жидкости в бачке-холодильнике, входящие в состав КИП обвязки торцового уплотнения и настроенные на недопустимые значения по его снижению, дадут команду , либо звуковую для персонала, либо на автоматическое отключение насосного агрегата, в зависимости от плана обвязки торцового уплотнения. В качестве затворной жидкости применяются жидкости совместимые, по своему химическому составу, с уплотняемым продуктом Затворная жидкость, выполняет функцию барьера, смазки и охлаждения трущихся колец пар трения. В конструкции торцового уплотнения имеется кольцо с винтовой нарезкой (импеллер), которое обеспечивает циркуляцию затворной жидкости в системе. Охлаждение затворной жидкости выполняет бачок-холодильник со встроенным в него змеевиком. В качестве охлаждающей жидкости используются не агрессивные среды, как правило техническая вода. Кроме контроля уровня затворной жидкости в бачке, контролируется ее температура и давление в бачке-холодильнике .При изменение параметров температуры и давления от установочных, также требуется отключение насосного агрегата для выяснения причин, вызвавших эти изменения. В зависимости от выбранного плана обвязки двойного торцового уплотнения контроль за показанием приборов по температуре (повышение) и давлению (повышению и падению), отключению насосного агрегата ,в случае необходимости, может осуществляться, как персоналом дежурной смены визуально, так и в автоматическом режиме. Особенностью двойных торцовых уплотнений производства НПЦ «АНОД» является сохранение его работоспособности до момента отключения насосного агрегата по факту снижения давления затворной жидкости ниже давления уплотняемой среды. Имеющаяся в конструкции уплотнения реверсивная ступень позволяет не только исключить выход, перекачиваемого насосом продукта, но и сохранить целостность торцового уплотнения. После устранения причин, повлиявших на снижение давления, насосный агрегат можно вводить в работу без проведения ремонта торцового уплотнения. работы, и отсутствии реверсивной ступени Ремонт торцового уплотнения без реверсивной ступени, при вышеназванном режиме, неизбежен.
Двойное торцевое уплотнение типа тандем
Уплотнения торцевые двойные типа тандем
Двойные торцовые уплотнения типа «Тандем» также применяется в насосах и агрегатах, уплотняемыми средами в которых являются нефтепродукты, сжиженные углеводородные газы, жидкости, содержащие вредные химические вещества. Наиболее эффективно их использование на оборудовании, при эксплуатации которого недопустимо попадание затворной жидкости в перекачиваемый продукт. Эксплуатация данного типа уплотнения, также как и двойного торцового уплотнения, не возможна без наличии систем обеспечения безопасной работоспособности торцового уплотнения и контроля за его работой. Данный тип торцового уплотнения представляет собой модуль, в корпусе которого установлены последовательно две ступени одинарных торцевых уплотнений. Пара трения первой ступени (контурная) работает под перепадом давления уплотняемой среды и затворной жидкости, а пара трения второй ступени (атмосферная) — под перепадом давления затворной жидкости и атмосферы. Контурная пара работает в среде перекачиваемого продукта, а атмосферная в среде затворной жидкости..В конструкции торцового уплотнения со стороны атмосферной ступени имеется импеллер, с помощью которого осуществляется циркуляция затворной жидкости в системе. Затворная жидкость, выполняет функцию смазки и охлаждения трущихся колец пар трения атмосферной ступени. В качестве затворной жидкости применяются жидкости совместимые, по своему химическому составу, с уплотняемым продуктом. Охлаждение затворной жидкости выполняет бачок-холодильник со встроенным в него змеевиком. Давление затворной жидкости в полости атмосферной ступени регламентируется высотой столба жидкости, а именно, высотой монтажа бачка-холодильника относительно торцового уплотнения. В качестве охлаждающей жидкости используются не агрессивные и нетоксичные среды, как правило техническая вода. В случае выхода из строя контурной пары, перекачиваемый продукт начнет поступать в полость бачка. При повышении уровня и давления в бачке датчики уровня и давления вспомогательной системы дадут сигнал на отключение насосного агрегата. В случае выхода пары трения атмосферной ступени затворная жидкость будет выходить наружу. Датчики уровня вспомогательной системы дадут сигнал на отключение насосного агрегата по снижению уровня затворной жидкости в бачке. Кроме контроля уровня затворной жидкости и давления в бачке-холодильнике, контролируется ее температура. В случае повышения температуры затворной жидкости, по отношению к установочной, также требуется отключение насосного агрегата для выяснения причин, вызвавших ее повышение. В зависимости от выбранного плана обвязки двойного торцового уплотнения контроль за показанием приборов по температуре (повышение), давлению (повышению) и падению уровня затворной жидкости, в том числе и отключение насосного агрегата, может осуществляться, как персоналом дежурной смены визуально, так и в автоматическом режиме. Двойные торцовые уплотнения, в том числе и типа «Тандем», изготовленные на нашем предприятии, уже более 20 лет успешно эксплуатируются в нефтеперерабатывающей промышленности и предприятиях энергетического комплекса России и Ближнего Зарубежья, обеспечивая надежную защиту взрывоопасных объектов и сохраняя качество перекачиваемого насосами продукта.. Процесс контроля состояния уплотнения и управления отсечной арматурой автоматизирован на базе разработанных вариантов комплектации КИП. Двухступенчатые уплотнения имеют развитые обслуживающие системы, требуют более высокой квалификации обслуживающего персонала и культуры эксплуатации насосного оборудования.
Блоки подшипниковые уплотнительные (БПУ)
Блок БПУ на мазутном насосе
БПУ были разработаны с целью модернизации для повышения межремонтного пробега, снижения вибрации, уменьшения числа отказов. центробежных насосов. При модернизации штатные опорно-уплотнительные системы с подшипниками качения заменяются на специально разработанные подшипниковые-уплотнительные блоки (БПУ). БПУ объединяет в едином корпусе как опорную, так и уплотнительную системы и упрощенно выглядит как двойное торцевое уплотнение, между уплотнительными ступенями которого помещены два упорных и два радиальных подшипника скольжения. Обслуживающие БПУ системы аналогичны применяемым для двухступенчатых торцевых уплотнений. Ввиду существенного улучшения условий работы элементов конструкции блока, многократно увеличен ресурс и межремонтный пробег насоса. В связи с уменьшением отказов уплотнений возросла и безопасность эксплуатации насосов. Значительно сократились и затраты на их обслуживание и ремонт. Обращаем Ваше внимание на необходимость заполнения , разработанной нашими специалистами, исходя из многолетнего опыта проектирования и изготовления торцовых уплотнений, формы опросного листа, а именно, листа заказа торцового уплотнения. Форма листа заказа достаточно проста для заполнения специалистами предприятий, эксплуатирующих насосное оборудование. Опыт работы показал, что монтаж торцового уплотнения, изготовленного по проекту к одной и той же марке насоса, не всегда возможен. Это обусловлено тем, что насосы одной и той же марки выпускались заводами-изготовителями с различными диаметрами вала в месте установки торцового уплотнения, сальниковой камеры, различными привязочными размерами шпилек крепления грундбукс, которые используются и для крепления торцовых уплотнений.к корпусу насоса. Также, в процессе неоднократных ремонтов при длительной эксплуатации насосов, размеры, необходимые для монтажа торцового уплотнения, изменялись. В связи с этими факторами, для исключения финансовых затрат на необходимость какой-либо доработки изделий по факту их поставки Заказчику, и была разработана данная форма опросного листа, на основании анализа данных которого, и подбирается проект торцового уплотнения, полностью соответствующий конкретной единице оборудования по параметрам перекачиваемого продукта и размерам для его монтажа на насос. В случае отсутствия в архиве нашего предприятия проекта торцового уплотнения к насосу, на который «Лист заказа торцового уплотнения» оформлен, в течение короткого времени проект торцового уплотнения будет разработан.
На предприятии ООО НПЦ «АНОД» спроектированы и изготовлены двойные торцевые уплотнения 40УТД107 и 95УТД113 для перемешивающих аппаратов, уплотняемыми средами в которых являются смесовые продукты.