Маковей В.С. ООО «АНОД-ЦЕНТР», Москва
Кулдышев А.К. ООО «НПЦ «Анод», Нижний Новгород
Походяев С.Б. ООО «Анод-Теплообменный центр», Нижний Новгород
Организация многогранной деятельности службы главного механика невозможна без четкого определения целевых установок по основным направлениям жизненного цикла оборудования при единой стратегической направленности — обеспечение эффективного ведения производственного процесса посредством гарантировано безотказной работы оборудования на весь период принятого межремонтного пробега.
Процесс поддержания оборудования в работоспособном состоянии, а не просто проведение ремонтов и обслуживания в обозначенные сроки с минимальными затратами в новых условиях приобретает существенно иной смысл.
При этом на первый план выдвигаются проблемы всестороннего обеспечения проводимых мероприятий, планирование их подготовки и проведения.
Новая смысловая нагрузка процесса поддержания оборудования в рабочем состоянии обусловлена реализацией концепции модернизации отрасли в частности приоритетной ставкой на нероссийские технологии и как следствие оборудования.
Объективно состояние дел охарактеризовал Е.М. Примаков в своей работе. «Россия надежды и тревоги»:
«Торгово-промышленная палата провела социологическое исследование, результаты которого показали, что только 13% закупаемого в новых условиях оборудования соответствует характеристикам сегодняшнего и тем более завтрашнего дня. Просто-напросто покупали по дешевой цене все что уже устарело».
В создавшихся условиях процесс поддержания оборудования в работоспособном состоянии не может быть ограничен проведением технического обслуживания и ремонта без существенной модернизации.
Именно модернизация, а не импортозамещение и локализация производства устаревшего — является основой стратегией работы с дефектами и предпосылками к отказам.
Уповать на так называемый «обратный инжиниринг» в условиях отсутствия передовых технологий, которыми наши партнеры не спешат делиться, крайне опрометчиво – на существующем оборудовании в машиностроительной отрасли, мы не в состоянии воспроизвести даже устаревшие зарубежные аналоги.
Выход из создавшейся ситуации состоит в опоре на собственные российские прогрессивные технические решения, адоптированные к имеющемуся оборудованию и технологиям.
Именно такое оборудование должно быть положено в основу модернизации для ликвидации импортной зависимости и устранения заведомо некорректных технических предложений реализованных в последние годы в нефте и газопереработке.
Остановимся на отдельных мифах, о незаменимости и абсолютной зависимости наших заводов от импортных комплектующих, в части динамического и теплообменного оборудования.
Ответственно заявляем, что для группы компаний «АНОД» нет таких тепловых и динамических задач в отрасли, которые не могут быть решены, не прибегая к импорту.
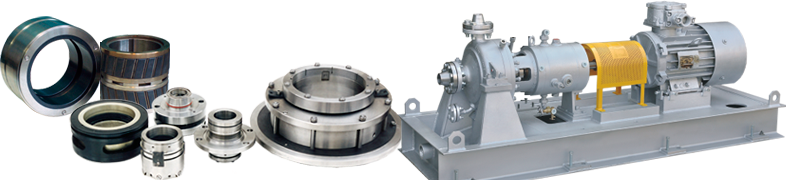
В частности, Научно-производственный центр «АНОД» способен удовлетворить запросы по герметизации насосного и компрессорного оборудования любой сложности на основе собственных технических решений и производимого оборудования.

Рис. 1. Торцевые уплотнения НПЦ АНОД
Сдерживающим фактором в этой области является достоверная постановка задачи, что не всегда возможно без разборки агрегата для определения линейных размеров рабочего пространства (рис. 1).
У нас нет необходимости что-либо копировать или воспроизводить, но без четкого знания параметров процесса предложить оборудование оптимальное для модернизации сложно.

Рис. 2. Plan 53B обвязки торцевого уплотнения по API682
Характерным примером нерационального, надуманного и откровенно затратного решения задачи герметизации может служить применение Plan 53B (рис. 2) там где объективно достаточно Plan 53А.
Применение гидроаккумулятора мембранного типа, который кстати не производится в СНГ, влечет увеличение массы системы обеспечения работоспособности торцового уплотнения в два раза и требует насосной станции.
При этом стоимость гидроаккумулятора в четыре раза превышает стоимость собственно торцового уплотнения, а применить его предписано на насосном агрегате перекачивающем воду при температуре 36°С и давлением 15 атм. т.е. там где одинарного уплотнения вполне достаточно.

Рис. 3. Модернизация герметичного насоса посредством применения БПУ
Примером рационального технического решения по модернизации насосных агрегатов считаем применение блоков подшипниковых уплотнительных (БПУ) (рис. 3) на основе подшипников скольжения.
Применение БПУ позволяет там, где это допустимо модернизировать герметичные насосы и насосы с электромагнитной муфтой, не прибегая к дорогостоящему восстановлению традиционно ненадежных узлов.
К сожалению, как активные пользователи подшипниковых узлов, вынуждены констатировать, что подшипники качения российского производства уступают по качеству зарубежным, особенно на нагруженных позициях – эта проблема также может быть решена посредством применения БПУ.
Существенная экономия денежных средств и времени на проведение ТО и Р может быть достигнута при тесном сотрудничестве конечных потребителей и производителей оборудования.
Любые альтернативные предложения требуют проработки, т.е. времени и здесь крайне важно организовать взаимодействие на ранней стадии формирования плана ремонтов для обеспечения всестороннего анализа дефектов и предпосылок к отказам. Наличие стратегии, глубоко продуманных планов ТО и Р существенно снижают сроки реализации проектов модернизации и риск отказов в работе оборудования.

рис. 4. Модернизация АВО
В качестве примера плодотворного сотрудничества можно привести модернизацию агрегатов воздушного охлаждения (АВО) любых производителей посредством применения секций на основе змеевиков малого радиуса гиба (ЗМРГ) (рис 4).
Своевременная и достоверная формализация тепловых задач позволила предложить варианты технических решений и оборудования на всю линейку АВО задействованных в технологическом процессе переработки углеводородов.
При этом сопоставление риска отказов и затрат на ремонт (см. модернизацию) позволили определить справедливую цену, а полученный эффект – окупит затраты.
Отдельного внимания заслуживают вопросы отечественных разработок и отсталости в технико-технологической области.
Разве не настораживает тот факт, что, несмотря некоторые позитивные сдвиги, Россия в целом уступает по объему финансирования науки Германии более чем в 2 раза, Японии – более чем в 4 раза, в 6 раз – Китаю, в 11 раз – Соединенным штатам? Если кто то считает, что задача решаема за счет внутренних затрат компаний, то он ошибается. На научно исследовательские и опытно-конструкторские разработки (НИОКР) наши компании тратят в 4 раза меньше, чем израильские и южнокорейские, в 3 с лишним раза меньше финских и японских.
Стоит заметить, что существующая законодательная база и корпоративные стандарты делают непреодолимыми экономические, юридические и организационные припоны для внедрения новых технических решений.
Отсутствие механизации внедрения и объективной оценки эффективности нововведений позволяют безбедно существовать и диктовать свои условия зарубежным производителям не прибегая к затратам, а тиражируя прошлое в России.
Дополнительные трудности создают наши законодатели, принимая в качестве законов и стандартов переводы совершенно неадаптированных документов зарубежного производства, которые к тому же в странах происхождения носят рекомендательный характер.
В качестве примера приведу Технический регламент Таможенного союза «О безопасности оборудования работающего под избыточным давлением» от 02 июля 2013 года. Следуя данному документу, все бачки системы запирания торцовых уплотнений могут быть отнесены к категории котлонадзорных. а это тысяча и более новых единиц для каждого завода.
Остается ждать предписаний и очередного роста затрат на техническое обслуживание и ремонт.
В заключение от имени группы компаний «АНОД» заверяю, что существующий на предприятиях потенциал и собственная сложившаяся научно-техническая школа позволяют решить любые задачи по ликвидации предпосылок к отказам на нефтеперерабатывающих и нефтехимических предприятиях и оптимизировать затраты на поддержание оборудования в работоспособном состоянии.