ООО "АНОД-ЦЕНТР" — Сервисный центр ООО НПЦ "АНОД" по реализации торцевых уплотнений, блоков подшипниковых уплотнительных и вспомогательных систем к ним. По вопросу приобретения насосных агрегатов АНГК обращаться в ООО НПЦ "АНОД"
Настоящим сообщаем, что торцевые уплотнения производства НПЦ «АНОД» (г. Нижний Новгород) эксплуатируются в составе насосно-компрессорного оборудования как отечественного, так и импортного производства, на технологических установках АО «Газпромнефть-ОНПЗ» с 2000 г.
Инженерное сопровождение всего оборудования производства «АНОД» в период эксплуатации осуществляется сотрудниками ООО «АНОД-ЦЕНТР» — официальным представителем и сервисным центр НПЦ «АНОД» в г. Химки Московской обл.
На данный момент, на установках завода в эксплуатации находятся более 200 торцевых уплотнений производства НПЦ «АНОД» различных типов, исполнений и модификаций (одинарные УТ, тандемные УТТ, УТТХ, двойные УТД, УТДХ, для компрессоров — УТГП).
За время эксплуатации, торцевые уплотнения марки «АНОД» зарекомендовали себя как надежные, простые в эксплуатации и ремонте, с высокой степенью унификации по запасным частям, что позволило значительно сократить издержки, связанные с эксплуатацией, увеличить межремонтные пробеги динамического оборудования, повысить экологическую и промышленную безопасность.
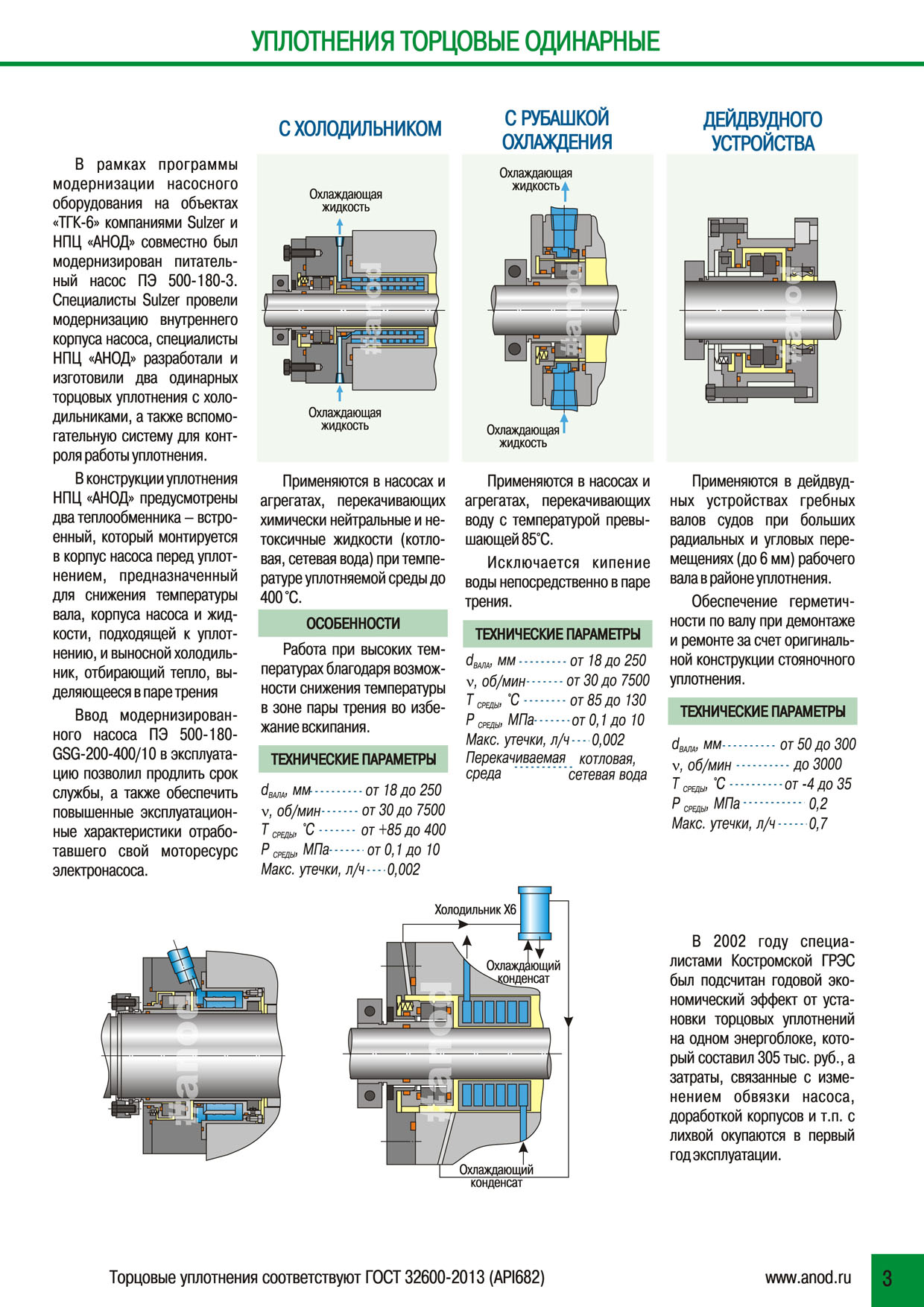
Особенно следует отметить эксплуатацию торцевых уплотнений «АНОД» на «горячих » насосах. В 2000 г. эксплуатация двухступенчатых торцевых уплотнений со встроенным жидкостным холодильником типа УТТХ на заводе началась именно с установки на «горячих» насосах утсановки АВТ-10.
К примеру: насосные агрегаты поз. Н-21, 21А марки НКВ 600/200 перекачиваемая среда — мазут с температурой 360 град. С — торцевое уплотнение 80УТТХ 00.00 (наработка между ремонтами составляет 17720 часов), поз. Н-27А, Н-27Б марки НКВ 210-200 перекачиваемая среда- гудрон с температурой 380 град. С — 70УТТХ1 00.00 (наработка составляет 18400 часов.)
Находящиеся в эксплуатации торцевые уплотнения типа УТТХ показали высокую надежность и эффективность (наработка на отказ превысила заявленную в паспорте 15000 часов) , и стали серьёзной альтернативой применения на аналогичных позициях торцевым уплотнениям сильфонного типа, что позволило значительно снизить затраты на эксплуатацию и избежать закупок дорогостоящих запасных частей.
Кроме того применение торцовых уплотнений типа УТТХ и УТДХ благоприятно сказалось на температурном режиме подшипниковых узлов насосов, так как не происходит чрезмерный нагрев смазки, что положительно отражается на межремонтном пробеге и ресурсе насосных агрегатов в целом.
Применение торцевых уплотнений со встроенной системой охлаждения, обеспечивающей температуру жидкости в зоне уплотнений, соответствующую термостойкости деталей уплотнения, рекомендован в Технических требованиях на поставку технологических насосов АО «Газпромнефть -ОНПЗ».
За период с 2012 года успешно выполнен ряд работ по импортозамещению, а именно замена торцевых уплотнений в производствах №1, №4 на насосах марок Houttuin-236, Pompe Gabbioneta, Dresser.
На насосах 14х15HVH DRESSER G-1031A КПА С-100 (среда — масло, Pраб. = 1,7 МПа, Траб. =248…302 град. С) с 2017 г. эксплуатируются тандемные торцевые уплотнения 79УТТХ1 со встроенным холодильником. Наработка на данный момент составила более 24300 часов, что свидетельствует об эффективности конструкции 79УТТХ1.
В настоящее время торцевыми уплотнениями со встроенными жидкостными холодильниками планируется оснастить импортные насосы RuhrPumpen, Apollo, Termomeccanica на вновь вводимых в эксплуатацию и реконструируемых объектах завода.
Высокая надежность выпускаемого оборудования, наличие собственной производственной базы и фундаментальной школы конструирования, максимально приближенный и доступный сервис, оперативность реагирования на возникающие технические вопросы и задачи, а также многолетний опыт сотрудничества, позволяют с уверенностью рассматривать компанию «АНОД» как надежного партнера, готового в любой момент подключиться к совместной работе по решению технических задач различной сложности, в части повышения надежности эксплуатации динамического оборудования на действующем производстве.
В начале марта на базе ТЭЦ-11 им. М. Я. Уфаева прошли теоретические и практические занятия, темой которых стали особенности устройства, работы, эксплуатации и ремонта торцевых уплотнений (ТУ) в составе различных типов насосов, используемых в тепловой энергетике. В мероприятие приняли участие более 60 человек: руководители и специалисты теплотехнических и топливотранспортных служб, мастера и слесари филиалов, а также сотрудники Генеральной дирекции и персонал подрядных организаций.
В ходе теоретического занятия 2 марта представители нayчно-производственного центра «АНОД» (Нижний Новгород) рассказали участникам об особенностях конструкции различных типов торцевых уплотнений, поделились опытом их применения в энергетике. Большое внимание было уделено информации о подготовке насосов и торцевых уплотнений к монтажным и пусконаладочным работам, особенностям эксплуатации и ремонту ТУ в составе насосных агрегатов.
3-5 марта во вспомогательных помещениях ТЭЦ—11 прошли практические занятия для персонала филиалов Мосэнеpro и подрядных организаций, посвященные оценке готовности насосных агрегатов к монтажу торцевого уплотнения, особенностям их монтажа, различным нюансам, связанным с o6cлуживанием торцевых уплотнений и восстановлением их работоспоco6ности. Участникам занятий требовалось не только внимательно ознакомиться с учебнометодическими материалами, но и выполнить практические задания по сборке и разборке торцевых уплотнений, дефектации ТУ и их деталей, монтажу уплотнений на насосные агрегаты и т. д. По итогам занятий была организована проверка знаний, участникам выданы соответствующие сертификаты.
В письме на имя директора ТЭЦ-11 им. М.Я. Уфаева Михаила Кошовера директор «АНОД-ЦЕНТР» Владимир Маковей поблагодарил специалистов филиала за подготовку и обеспечение рабочих мест, на которых были организованы практические занятия.
Организация мероприятия позволила специалистам ремонтных и эксплуатирующих подразделений филиалов Mocэнерго, а также представителям подрядных организаций лучше понять особенности эксплуатации и обслуживания данных типов торцевых уплотнений, определить дополнительные требования при установке ТУ на насосы, что должно обеспечить безаварийную эксплуатацию и обслуживание систем герметизации насосного оборудования.
В 2020 году для насосов LDB 10-25*9-A перекачивающих сжиженный газ специалистами НПЦ «АНОД» был спроектирован и изготовлен ряд типоразмеров тандемных уплотнений с «сухой» газодинамической атмосферной ступенью.
Данные уплотнения спроектированы в соответствии со стандартом API682 (применяемый план трубной обвязки API plan 14+74+76).
Процессная пара трения уплотнения работает на перекачивающей среде (сжиженный газ). Атмосферная ступень, которая является сухим газодинамическим уплотнением, работает на затворном газе (на азоте).
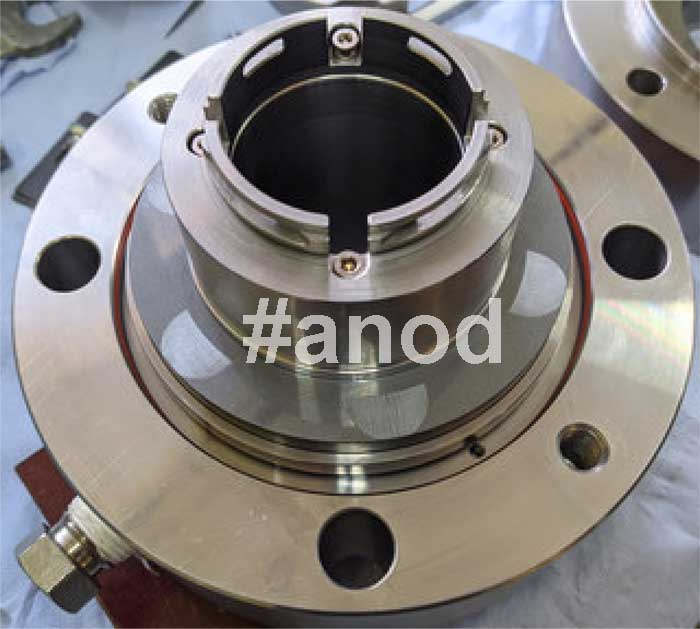
На фото ниже представлена газодинамическая атмосферная ступень.
Также особенностью данных тандемных уплотнений с «сухой» газодинамической атмосферной ступенью является дополнительная промежуточная защитная ступень в виде сегментного графитового кольца, подвижного в радиальном направлении.
Эта ступень является дополнительным барьером и даёт возможность создать буферную зону очищенного затворного газа (азота) перед сухой парой трения, отводя весь объём утечки сжиженного газа в дренажную линию.
Технические характеристики уплотнений:
Тип уплотнения: тандемное,с «сухой» газодинамической атмосферной ступенью
Диаметр вала, мм: 45, 55, 65, 75
Расположение вала: вертикальное
Перекачиваемая среда: сжиженный газ
Температура газа, °С: от -20 до +45
Давление, МПа: 0,6
Затворный газ: азот
Частота вращения ротора, об/мин: 3000
Материал колец пар трения: карбид кремния/силицированный графит
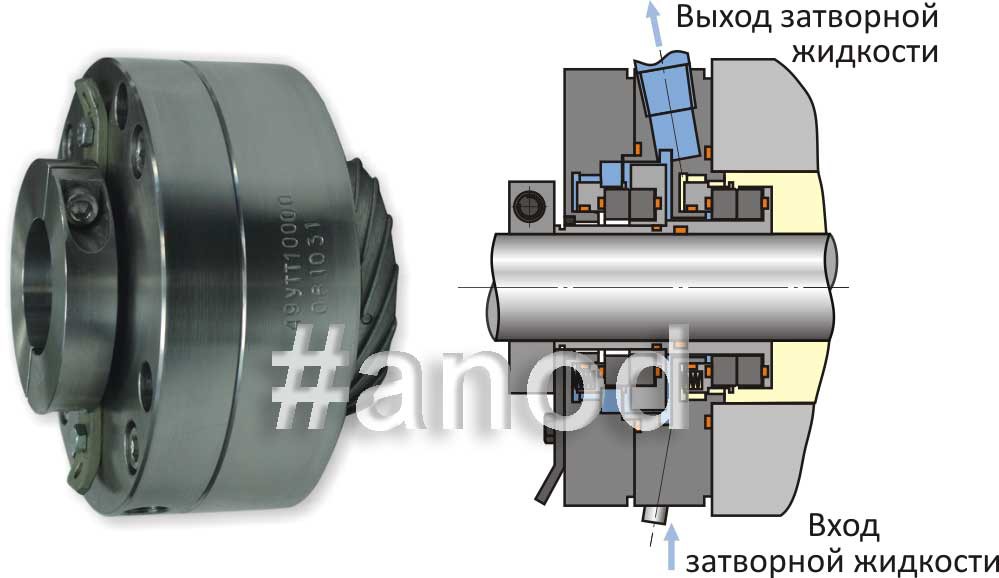
В декабре 2020 г. данные уплотнения успешно прошли испытания на динамическом стенде (фото ниже) и были переданы заказчику для дальнейшей эксплуатации.
Динамические испытания тандемных уплотнений с «сухой» газодинамической атмосферной ступенью.
Целью настоящей статьи является ознакомление руководящих работников и ведущих специалистов ТЭЦ, ГРЭС, МП «ТЕПЛОСНАБЖЕНИЕ» с возможностью использования существующих и новых систем торцевых уплотнений в соответствии с требованиями правил в области промышленной безопасности «Правила промышленной безопасности складов нефти и нефтепродуктов» (с изменениями на 15 января 2018 года). Рассмотрим различные виды торцевых уплотнений валов насосов, помогающих решить указанные проблемы с соблюдением требований надежности и безопасности при приемлемой стоимости.
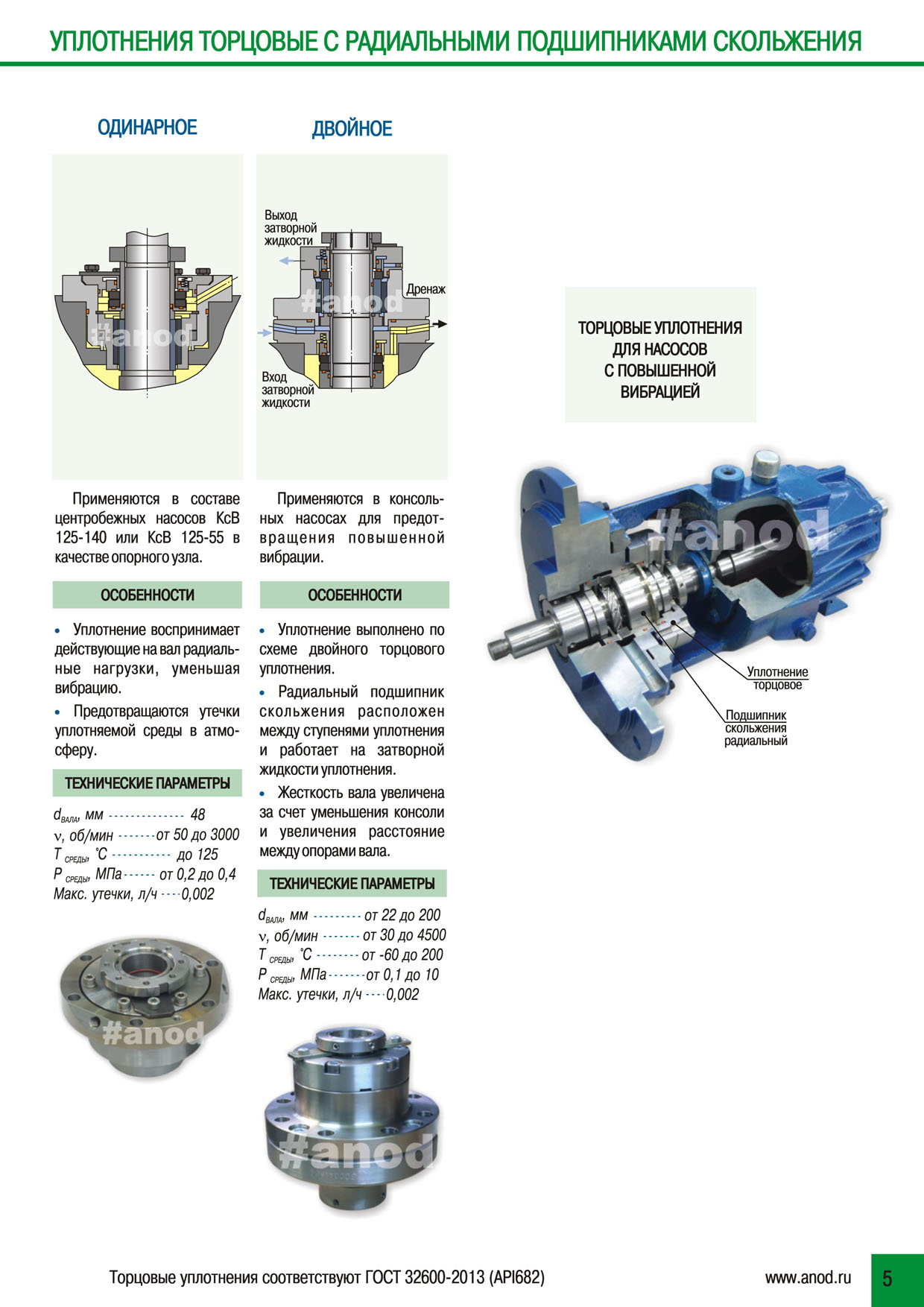
Одинарные торцевые уплотнения
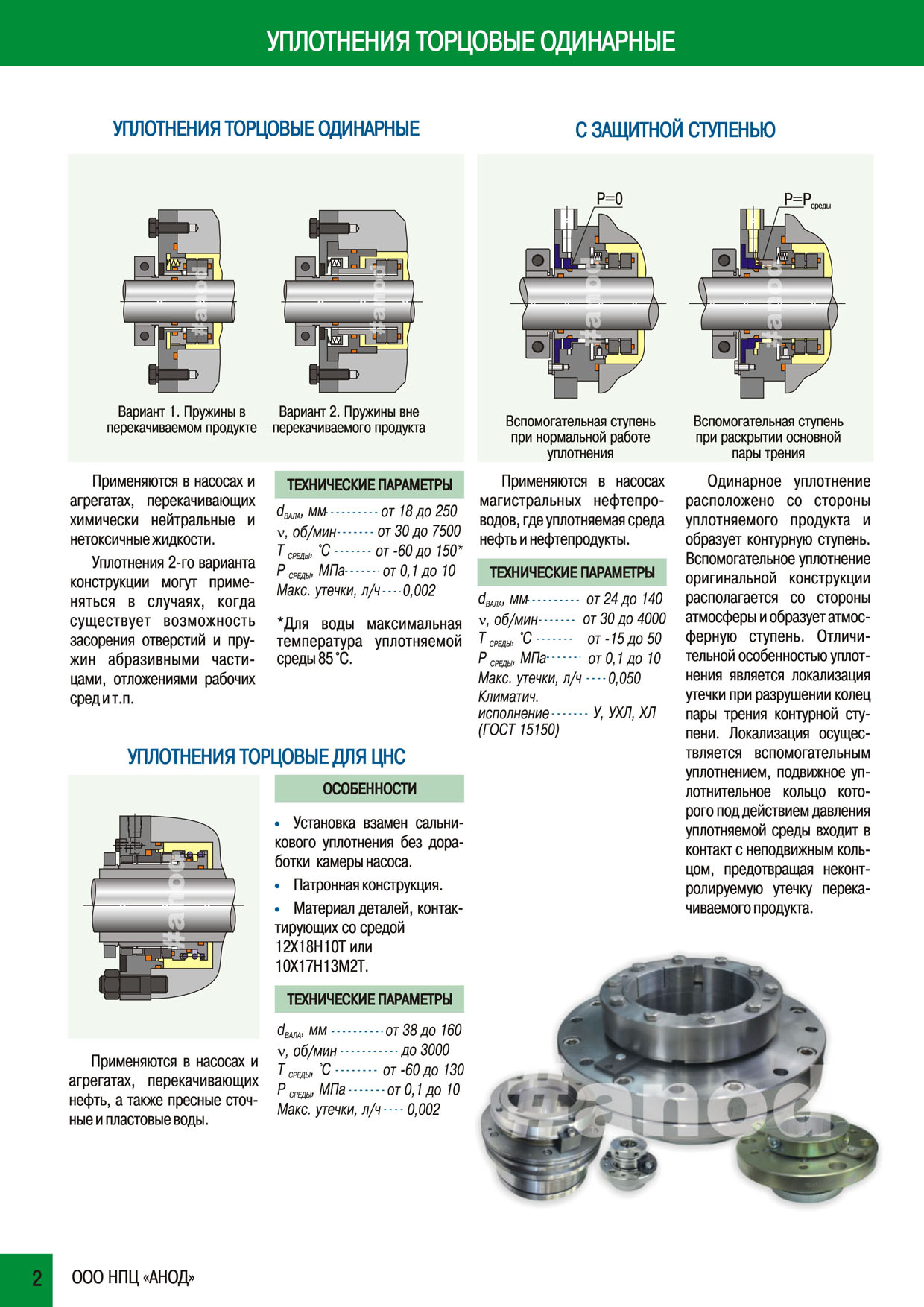
Уплотнения торцевые одинарные
Это первые торцевые уплотнения, которые пришли на смену сальниковым. Они применяются на насосах и агрегатах, перекачивающих химически нейтральные и нетоксичные жидкости, в том числе мазут. Имея одну пару колец трения, минимальное количество комплектующих деталей, уплотнения показали хорошие ресурсные характеристики и существенно меньшие утечки перекачиваемой среды. К настоящему времени в НПЦ «АНОД» разработана и получила широкое применение серия торцовых уплотнений для насосных агрегатов, эксплуатирующихся в мазутном хозяйстве, а именно марок 4Н-5х2, 5Н-5х2, 5Н-5х4, 8НД-6х1, 8НД-9х2, 8НД-10х5,10НДВ-6х1, 10НД-6х1, 4НК-5х1 6НК-6х1, 6НК-9х1, от ОНД 200-150-125 до ОНД 440-400-350 и многих других. Конструкция одинарного торцового уплотнений сегодняшнего дня позволяет исключить выход торцового уплотнения из строя и, как следствие, протечку мазута, в том числе и при наиболее тяжелых режимах работы насосного агрегата, а именно, ввод его из состояния резерва в рабочее, причем, непосредственно со щита управления. Недостатком одинарных уплотнений является невозможность предотвращения утечки при разрушении колец пары трения. В этой ситуации обнаружение и локализация утечки зависят от человеческого фактора.
Одинарные торцевые уплотнения с дополнительным (резервным) уплотнением
Уплотнения торцевые одинарные с защитной ступенью
Такие уплотнения относятся к комбинированным. Конструкция торцового уплотнения исключает выход перекачиваемого продукта в атмосферу. Данный вид уплотнений нашел широкое применение на насосном оборудовании перекачивающим нефть и нефтепродукты, относящимся к продуктам 3 и 4 класса промышленной безопасности. Коллективом НПЦ «АНОД» разработаны и изготавливаются комбинированные уплотнения, в которых контурная ступень выполняет функцию одинарного торцового уплотнения, а подвижное кольцо и фланец, функцию дополнительного уплотнения. При выходе из строя контурной ступени включается в работу подвижное кольцо, которое под воздействием давления, перекачиваемого насосом продукта, поджимается к фланцу и, таким образом, герметизирует атмосферную сторону торцового уплотнения, предотвращая неконтролируемую утечку продукта. Для обеспечения безопасной работы данного типа торцовых уплотнений разработаны и изготавливаются системы вспомогательные СВТ. В зависимости от комплектации системы приборами КИП , отключение насосного агрегата может осуществляться, как по факту повышения давления в полости торцового уплотнения, так и по превышению допустимого уровня в бачке для сбора контролируемых протечек. Также, в зависимости от комплектации системы приборами КИП отключение может быть произведено, как в автоматическом режиме, так и персоналом дежурной смены. Системы СВТ позволяют автоматизировать процесс управления группой насосных агрегатов непосредственно с щита управления., подключая резервный и отключая текущий насос.
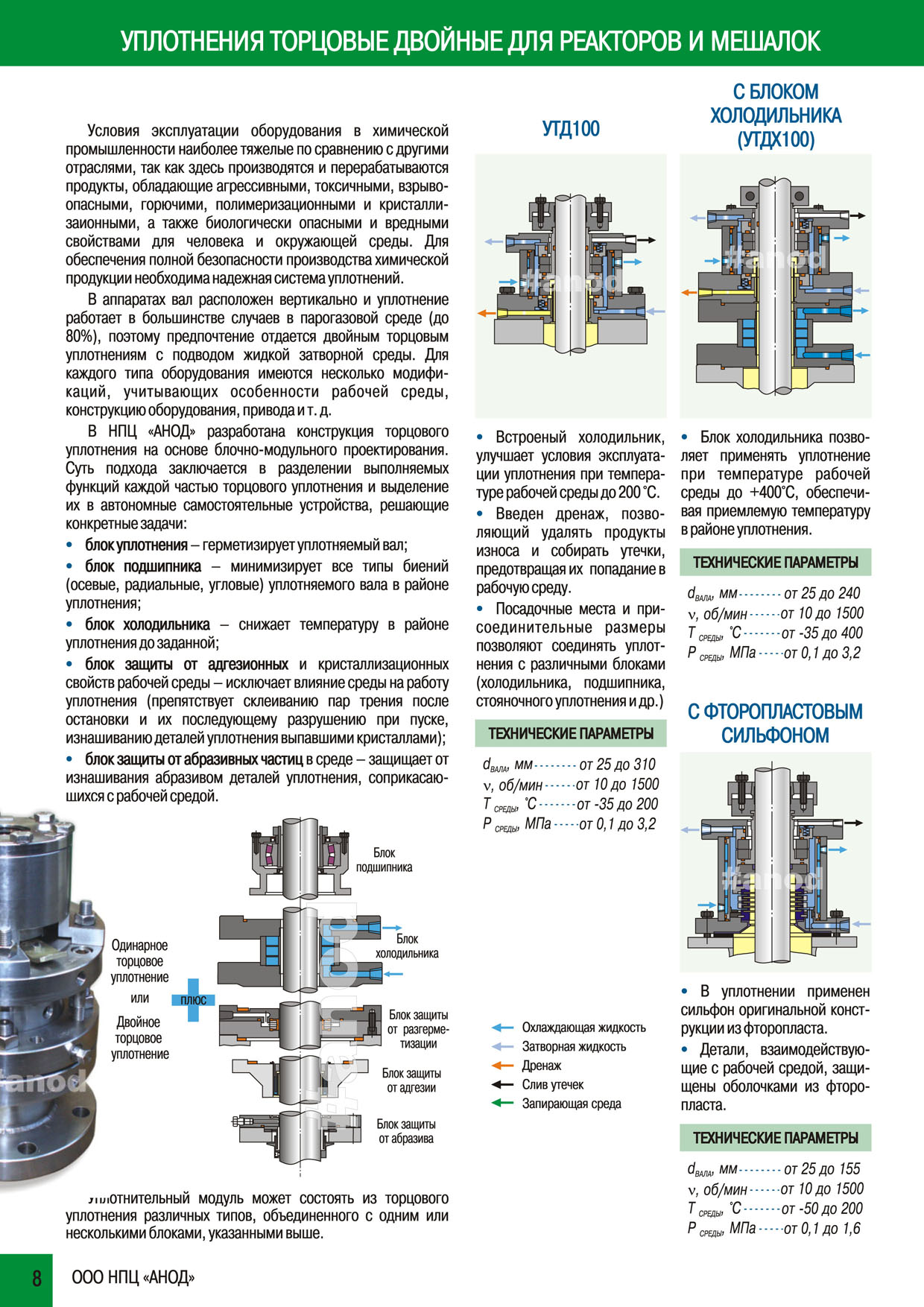
Двухступенчатые торцевые уплотнения типа УТД (двойные) и УТТ (тандем)
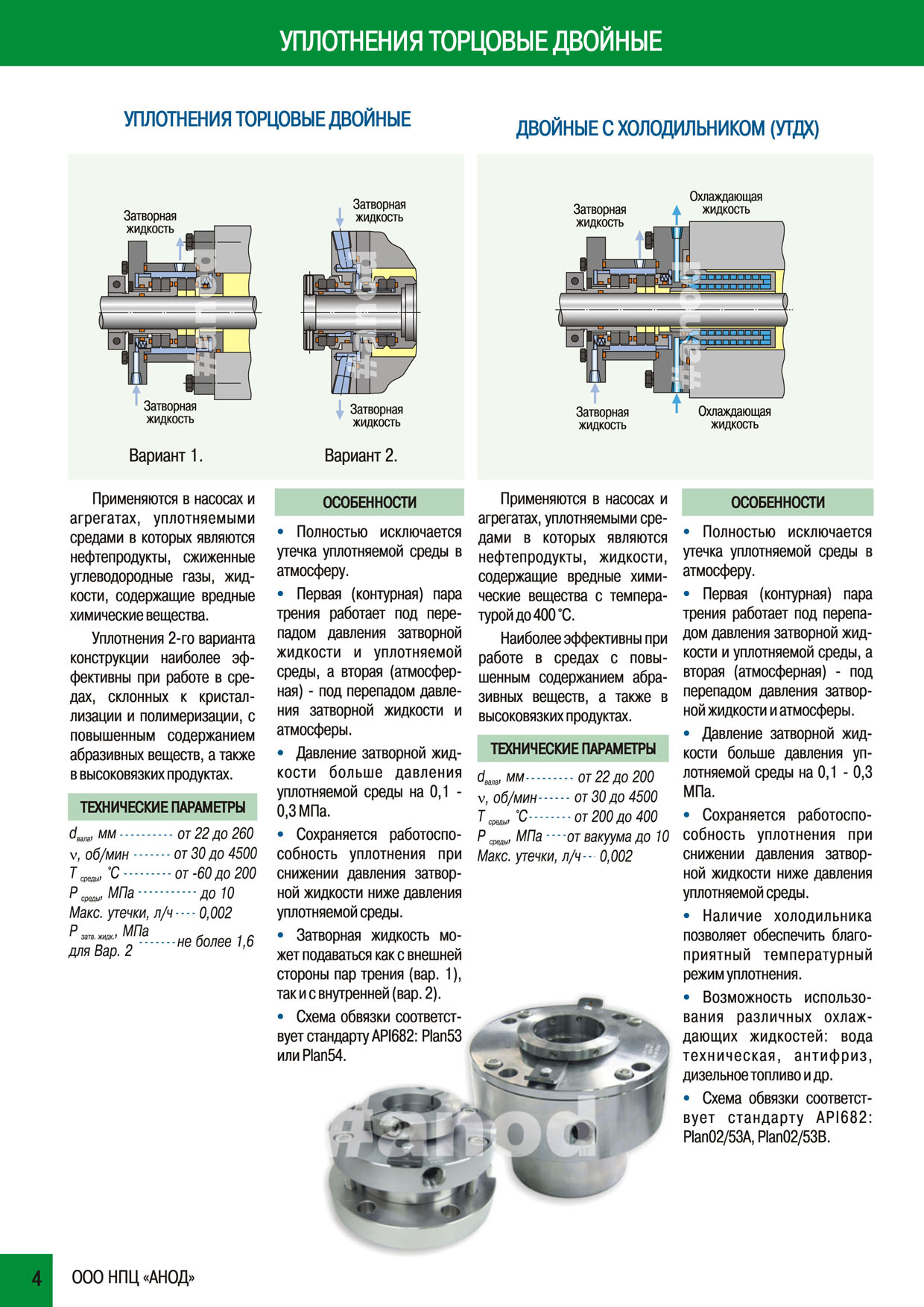
Уплотнения торцевые двойные
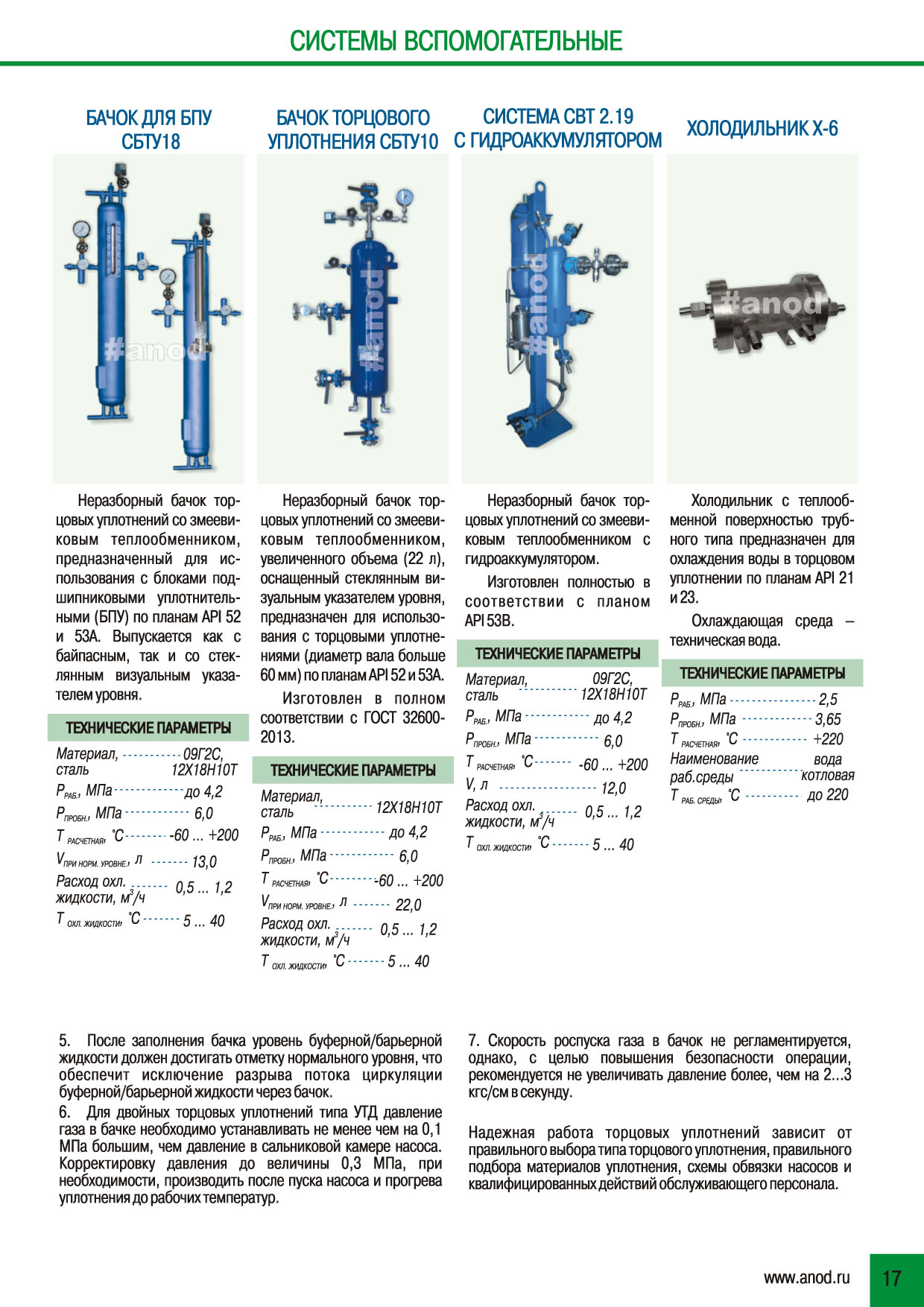
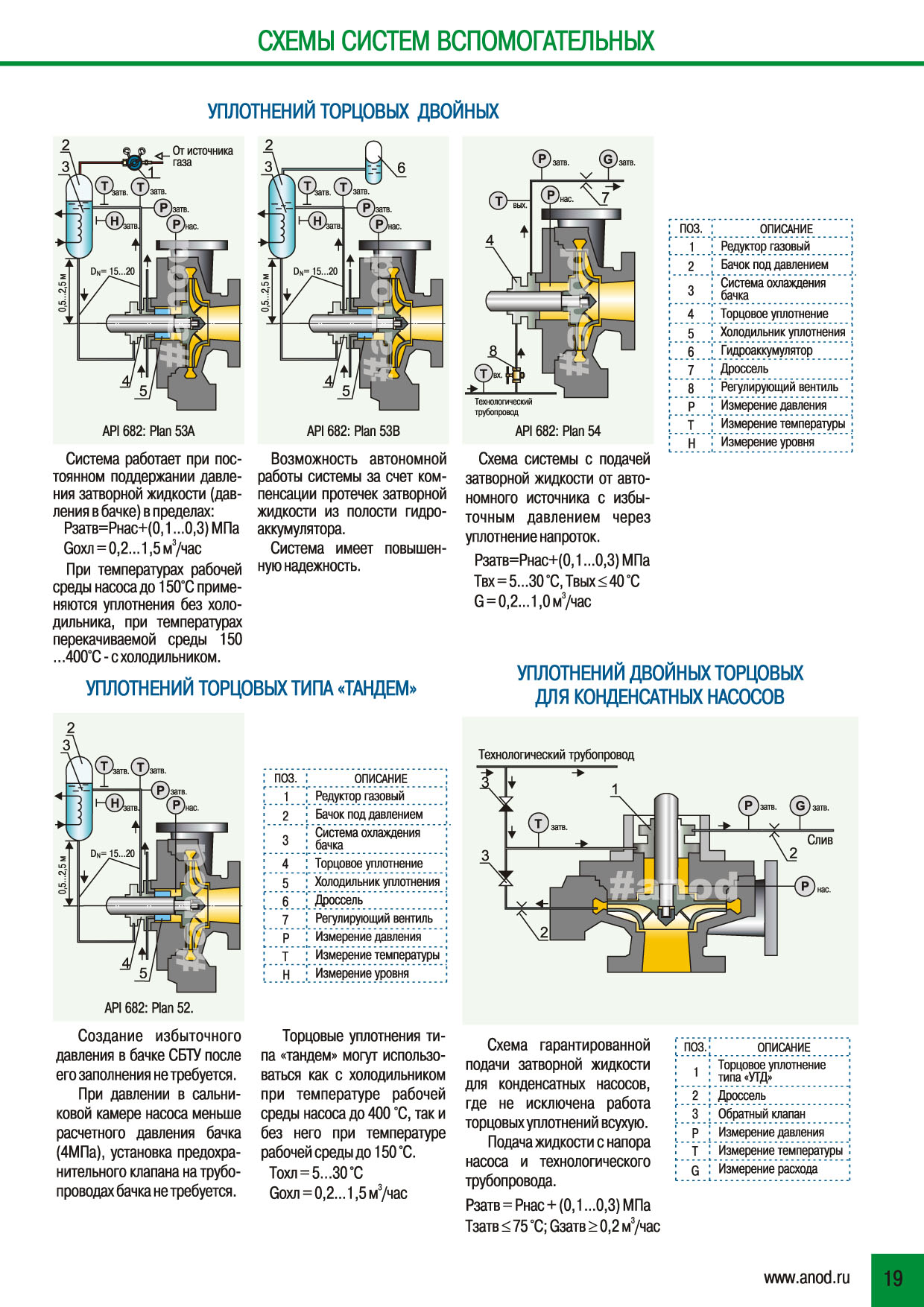
Двойное торцовое уплотнение применяется в насосах и насосных агрегатах, уплотняемыми средами в которых являются нефтепродукты, сжиженные углеводородные газы, жидкости, содержащие вредные химические вещества, выход которых в атмосферу должен быть исключен. Эксплуатация данного типа уплотнения возможно только при наличии системы обеспечения безопасной работоспособности торцового уплотнения и контроля за его работой. Комплектация приборами и арматурой, вышеназванных систем, формируется в соответствии с разработанными НПЦ «АНОД» планами обвязки двойного торцового уплотнения, которые и рекомендуются Заказчику при проведении поставки. Двойное торцовое уплотнение представляет собой модуль, в корпусе которого установлены навстречу друг другу две ступени одинарных торцевых уплотнений. Пара трения первой ступени (контурная) работает под перепадом давления затворной жидкости и уплотняемой среды, а пара трения второй ступени (атмосферная) — под перепадом давления затворной жидкости и атмосферы. Давление затворной жидкости превышает на 0,1…0,3 МПа давление уплотняемой среды в сальниковой камере. В связи с этим, в случае выхода из строя контурной ступени, затворная жидкость передавит перекачиваемый продукт в сальниковой камере насоса, но разгерметизация атмосферной ступени, при наличии имеющегося давления затворной жидкости а полости торцового уплотнения, не произойдет. В случае выхода из строя атмосферной пары затворная жидкость попадет в атмосферу, при этом разгерметизации контурной пары также не произойдет, по выше обозначенной причине. Датчики контроля уровня затворной жидкости в бачке-холодильнике, входящие в состав КИП обвязки торцового уплотнения и настроенные на недопустимые значения по его снижению, дадут команду , либо звуковую для персонала, либо на автоматическое отключение насосного агрегата, в зависимости от плана обвязки торцового уплотнения. В качестве затворной жидкости применяются жидкости совместимые, по своему химическому составу, с уплотняемым продуктом Затворная жидкость, выполняет функцию барьера, смазки и охлаждения трущихся колец пар трения. В конструкции торцового уплотнения имеется кольцо с винтовой нарезкой (импеллер), которое обеспечивает циркуляцию затворной жидкости в системе. Охлаждение затворной жидкости выполняет бачок-холодильник со встроенным в него змеевиком. В качестве охлаждающей жидкости используются не агрессивные среды, как правило техническая вода. Кроме контроля уровня затворной жидкости в бачке, контролируется ее температура и давление в бачке-холодильнике .При изменение параметров температуры и давления от установочных, также требуется отключение насосного агрегата для выяснения причин, вызвавших эти изменения. В зависимости от выбранного плана обвязки двойного торцового уплотнения контроль за показанием приборов по температуре (повышение) и давлению (повышению и падению), отключению насосного агрегата ,в случае необходимости, может осуществляться, как персоналом дежурной смены визуально, так и в автоматическом режиме. Особенностью двойных торцовых уплотнений производства НПЦ «АНОД» является сохранение его работоспособности до момента отключения насосного агрегата по факту снижения давления затворной жидкости ниже давления уплотняемой среды. Имеющаяся в конструкции уплотнения реверсивная ступень позволяет не только исключить выход, перекачиваемого насосом продукта, но и сохранить целостность торцового уплотнения. После устранения причин, повлиявших на снижение давления, насосный агрегат можно вводить в работу без проведения ремонта торцового уплотнения. работы, и отсутствии реверсивной ступени Ремонт торцового уплотнения без реверсивной ступени, при вышеназванном режиме, неизбежен.
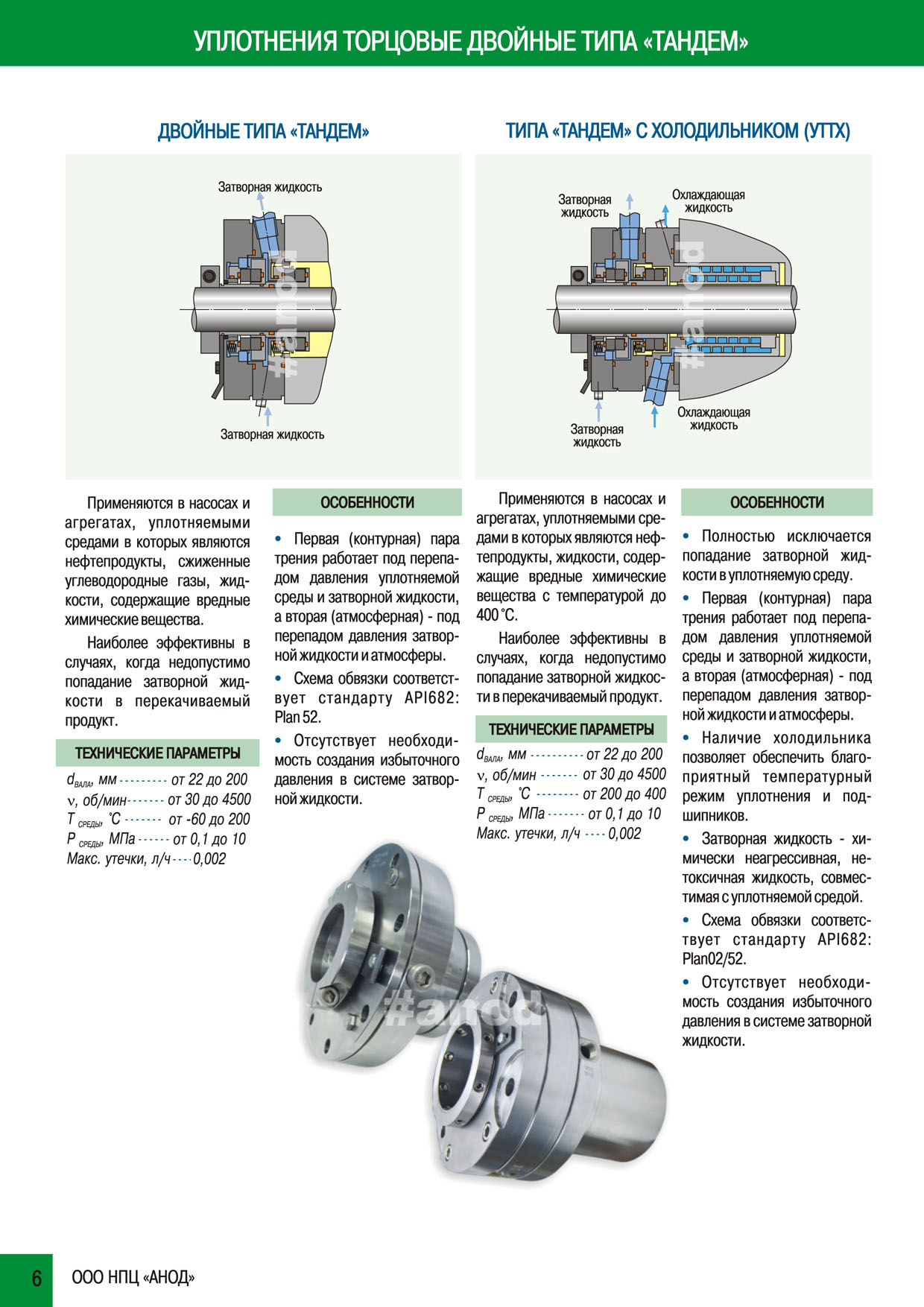
Двойное торцевое уплотнение типа тандем
Уплотнения торцевые двойные типа тандем
Двойные торцовые уплотнения типа «Тандем» также применяется в насосах и агрегатах, уплотняемыми средами в которых являются нефтепродукты, сжиженные углеводородные газы, жидкости, содержащие вредные химические вещества. Наиболее эффективно их использование на оборудовании, при эксплуатации которого недопустимо попадание затворной жидкости в перекачиваемый продукт. Эксплуатация данного типа уплотнения, также как и двойного торцового уплотнения, не возможна без наличии систем обеспечения безопасной работоспособности торцового уплотнения и контроля за его работой. Данный тип торцового уплотнения представляет собой модуль, в корпусе которого установлены последовательно две ступени одинарных торцевых уплотнений. Пара трения первой ступени (контурная) работает под перепадом давления уплотняемой среды и затворной жидкости, а пара трения второй ступени (атмосферная) — под перепадом давления затворной жидкости и атмосферы. Контурная пара работает в среде перекачиваемого продукта, а атмосферная в среде затворной жидкости..В конструкции торцового уплотнения со стороны атмосферной ступени имеется импеллер, с помощью которого осуществляется циркуляция затворной жидкости в системе. Затворная жидкость, выполняет функцию смазки и охлаждения трущихся колец пар трения атмосферной ступени. В качестве затворной жидкости применяются жидкости совместимые, по своему химическому составу, с уплотняемым продуктом. Охлаждение затворной жидкости выполняет бачок-холодильник со встроенным в него змеевиком. Давление затворной жидкости в полости атмосферной ступени регламентируется высотой столба жидкости, а именно, высотой монтажа бачка-холодильника относительно торцового уплотнения. В качестве охлаждающей жидкости используются не агрессивные и нетоксичные среды, как правило техническая вода. В случае выхода из строя контурной пары, перекачиваемый продукт начнет поступать в полость бачка. При повышении уровня и давления в бачке датчики уровня и давления вспомогательной системы дадут сигнал на отключение насосного агрегата. В случае выхода пары трения атмосферной ступени затворная жидкость будет выходить наружу. Датчики уровня вспомогательной системы дадут сигнал на отключение насосного агрегата по снижению уровня затворной жидкости в бачке. Кроме контроля уровня затворной жидкости и давления в бачке-холодильнике, контролируется ее температура. В случае повышения температуры затворной жидкости, по отношению к установочной, также требуется отключение насосного агрегата для выяснения причин, вызвавших ее повышение. В зависимости от выбранного плана обвязки двойного торцового уплотнения контроль за показанием приборов по температуре (повышение), давлению (повышению) и падению уровня затворной жидкости, в том числе и отключение насосного агрегата, может осуществляться, как персоналом дежурной смены визуально, так и в автоматическом режиме. Двойные торцовые уплотнения, в том числе и типа «Тандем», изготовленные на нашем предприятии, уже более 20 лет успешно эксплуатируются в нефтеперерабатывающей промышленности и предприятиях энергетического комплекса России и Ближнего Зарубежья, обеспечивая надежную защиту взрывоопасных объектов и сохраняя качество перекачиваемого насосами продукта.. Процесс контроля состояния уплотнения и управления отсечной арматурой автоматизирован на базе разработанных вариантов комплектации КИП. Двухступенчатые уплотнения имеют развитые обслуживающие системы, требуют более высокой квалификации обслуживающего персонала и культуры эксплуатации насосного оборудования.
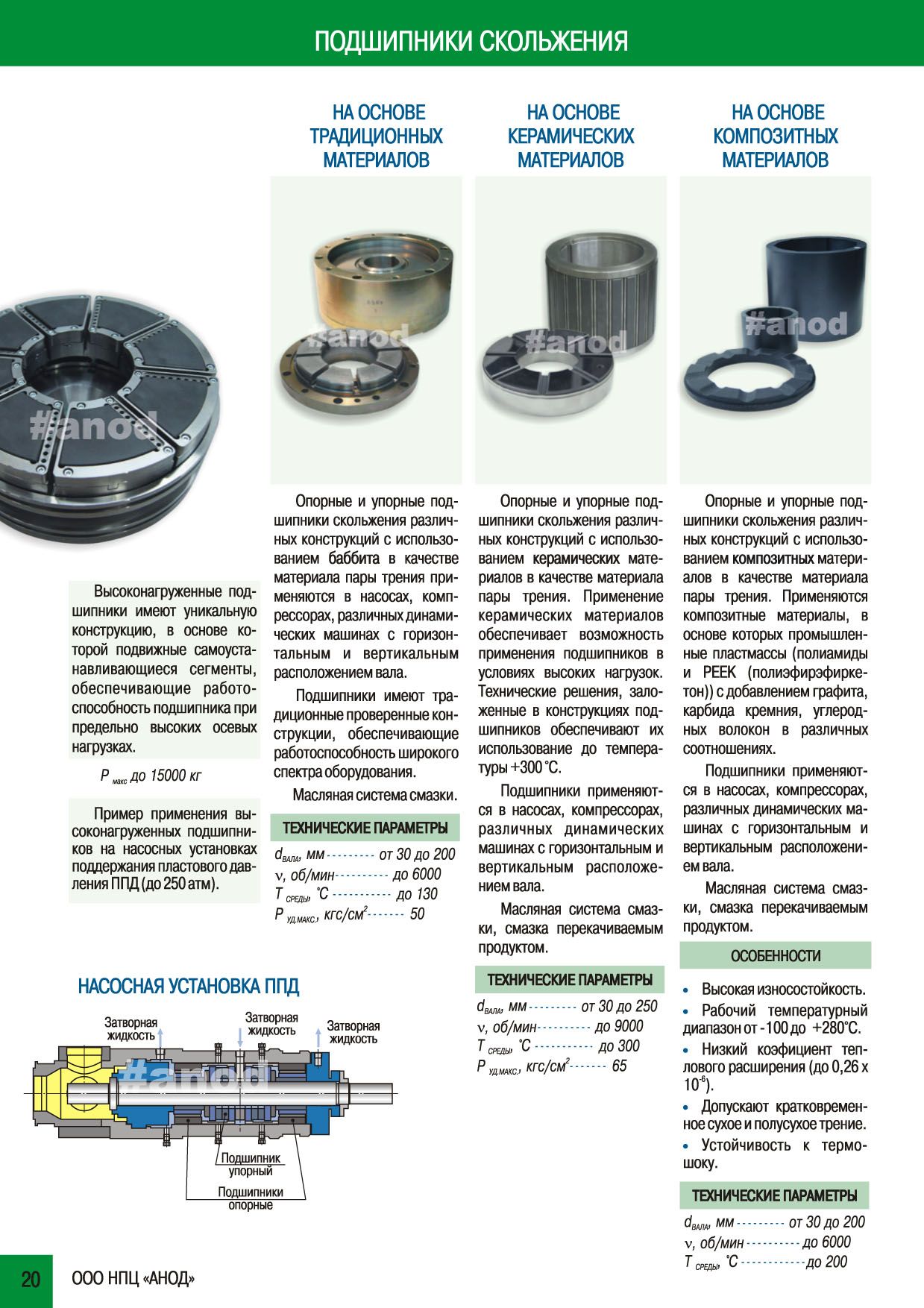
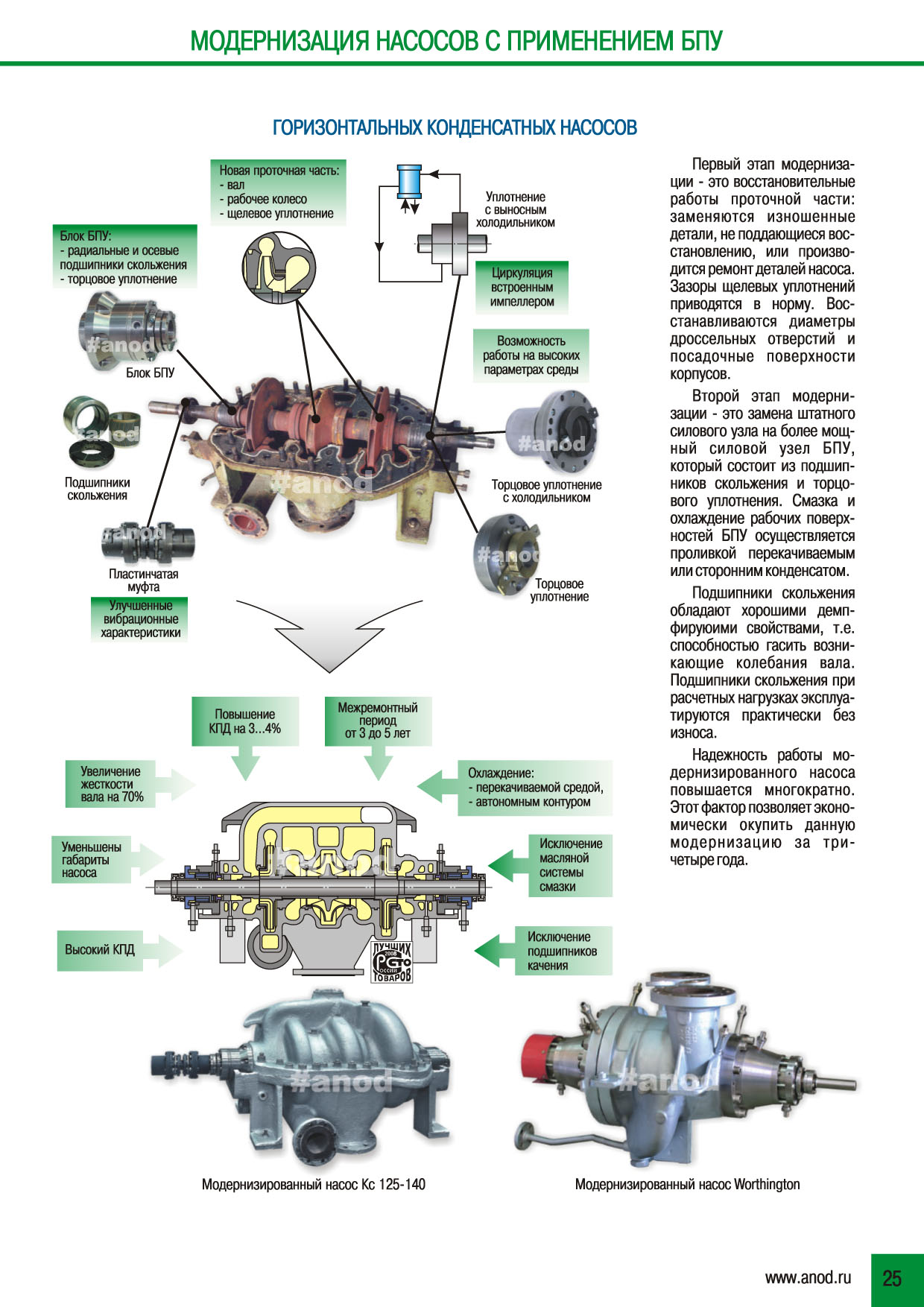
Блоки подшипниковые уплотнительные (БПУ)
Блок БПУ на мазутном насосе
БПУ были разработаны с целью модернизации для повышения межремонтного пробега, снижения вибрации, уменьшения числа отказов. центробежных насосов. При модернизации штатные опорно-уплотнительные системы с подшипниками качения заменяются на специально разработанные подшипниковые-уплотнительные блоки (БПУ). БПУ объединяет в едином корпусе как опорную, так и уплотнительную системы и упрощенно выглядит как двойное торцевое уплотнение, между уплотнительными ступенями которого помещены два упорных и два радиальных подшипника скольжения. Обслуживающие БПУ системы аналогичны применяемым для двухступенчатых торцевых уплотнений. Ввиду существенного улучшения условий работы элементов конструкции блока, многократно увеличен ресурс и межремонтный пробег насоса. В связи с уменьшением отказов уплотнений возросла и безопасность эксплуатации насосов. Значительно сократились и затраты на их обслуживание и ремонт. Обращаем Ваше внимание на необходимость заполнения , разработанной нашими специалистами, исходя из многолетнего опыта проектирования и изготовления торцовых уплотнений, формы опросного листа, а именно, листа заказа торцового уплотнения. Форма листа заказа достаточно проста для заполнения специалистами предприятий, эксплуатирующих насосное оборудование. Опыт работы показал, что монтаж торцового уплотнения, изготовленного по проекту к одной и той же марке насоса, не всегда возможен. Это обусловлено тем, что насосы одной и той же марки выпускались заводами-изготовителями с различными диаметрами вала в месте установки торцового уплотнения, сальниковой камеры, различными привязочными размерами шпилек крепления грундбукс, которые используются и для крепления торцовых уплотнений.к корпусу насоса. Также, в процессе неоднократных ремонтов при длительной эксплуатации насосов, размеры, необходимые для монтажа торцового уплотнения, изменялись. В связи с этими факторами, для исключения финансовых затрат на необходимость какой-либо доработки изделий по факту их поставки Заказчику, и была разработана данная форма опросного листа, на основании анализа данных которого, и подбирается проект торцового уплотнения, полностью соответствующий конкретной единице оборудования по параметрам перекачиваемого продукта и размерам для его монтажа на насос. В случае отсутствия в архиве нашего предприятия проекта торцового уплотнения к насосу, на который «Лист заказа торцового уплотнения» оформлен, в течение короткого времени проект торцового уплотнения будет разработан.
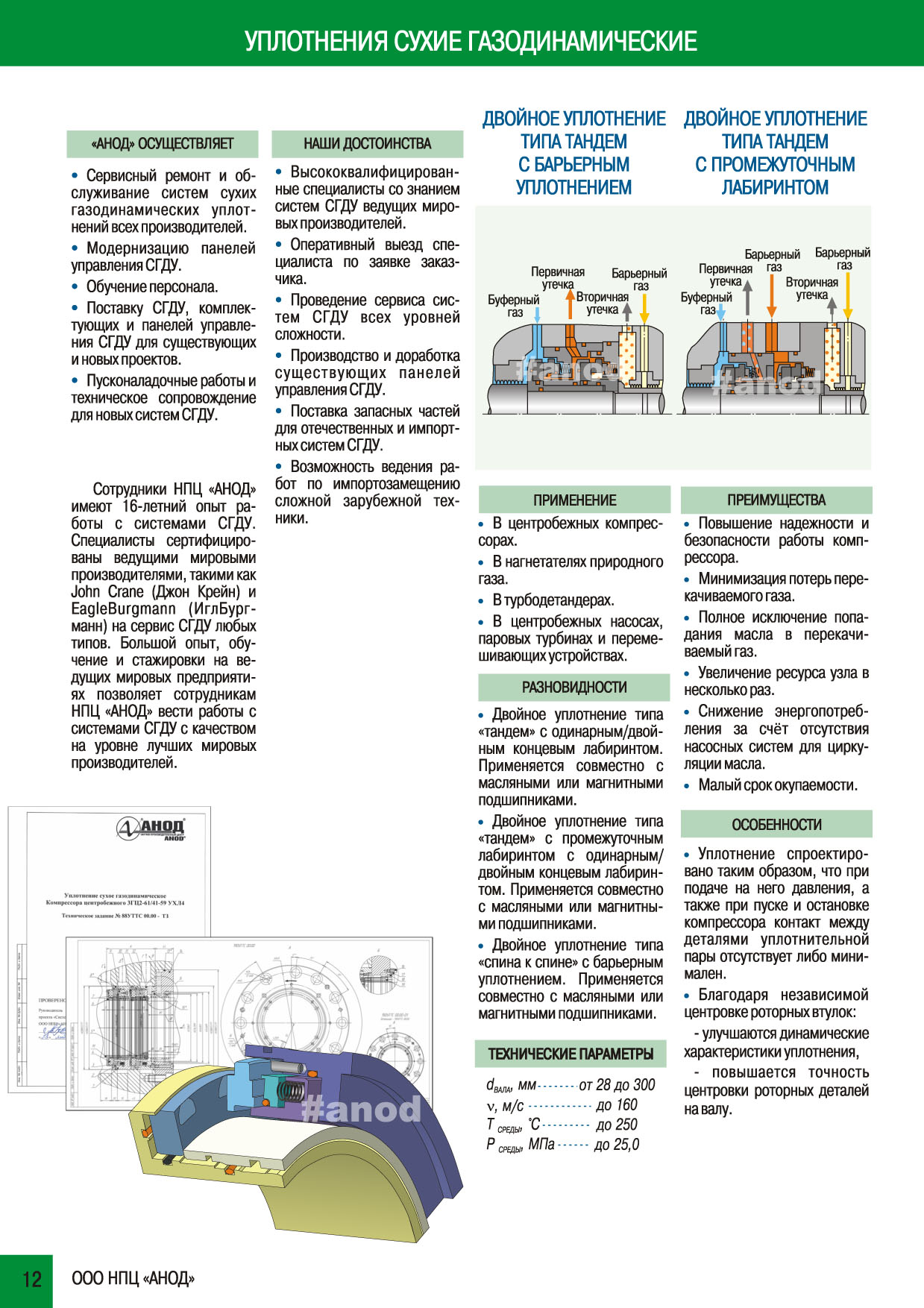
Сухие газодинамические уплотнения (СГДУ) производства фирмы «John Crane Japan»
Компания НПЦ «АНОД» в июне 2020 г. получила в ремонт комплект сухих газодинамических уплотнений (СГДУ) производства фирмы «John Crane Japan» эксплуатирующиеся на компрессорах ПАО «Газпром».
Технические характеристики уплотнения:
Тип уплотнения: тандемное
Диаметр вала: 174 мм.
Давление уплотняемого газа, МПа:
в статике максимальное: 6,90
в динамике рабочее: 6,1
Частота вращения ротора, об/мин:
номинальная: 5250
максимальная: 5513
Вращение роторной части уплотнения: реверсивное.
Материал колец пар трения: карбид кремния/графит
Рабочая среда нагнетателя: природный газ.
На момент поступления в ремонт СГДУ находились в неудовлетворительном состоянии. Газодинамические канавки на вращающихся кольцах повреждены, на ответных графитовых кольцах изношена рабочая поверхность. Пружины деформированы, а изношенная металлическая лента допуска не обеспечивала должного центрирования металлических деталей роторной части уплотнения.
Уплотнения были очищены от загрязнений. Была проведена замена пружин, крепежных элементов, вторичных уплотняющих полимерных колец. Проведен ремонт колец пар трения (притирка, нанесение газодинамических канавок). После успешного проведения статического и динамического испытаний комплект сухих газодинамических уплотнений в сентябре 2020 г. был передан заказчику для дальнейшей эксплуатации.