На стендово-испытательном комплексе Центрального конструкторского бюро машиностроения (входит в машиностроительный дивизион Росатома – Атомэнергомаш) завершились заводские испытания главного питательного насосного агрегата с приводом через гидромуфту для турбинных установок АЭС ВВЭР-1200. Оборудование данного типа изготовили и испытали в России впервые.

Питательный насос
Новый агрегат состоит из главного и бустерного насосов, создающих расход около 2500 м3/ч и общий напор порядка 900 м, электродвигателя мощностью 8МВт и гидромуфты со встроенным мультипликатором, повышающим частоту вращения главного насоса до 5 700 оборотов в минуту.
Если ранее на атомных электростанциях российского дизайна применялась схема с прямым приводом главного питательного насоса от электродвигателя (частота вращения до 3000 об/мин) или с турбоприводом (частота вращения до 4500 об/мин), то использование новой схемы с приводом главного насоса через гидромуфту (частота вращения до 6000 об/мин) стало принципиально новым решением для насосного агрегата, разработанного и изготовленного для АЭС в России.
По результатам испытаний насосный агрегат подтвердил требуемые характеристики и продемонстрировал высокие показатели энергоэффективности. КПД главного питательного насоса превысил 87%.
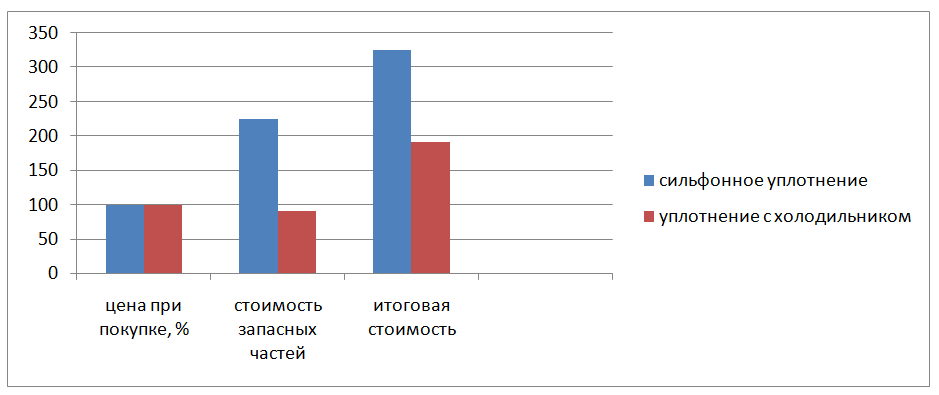
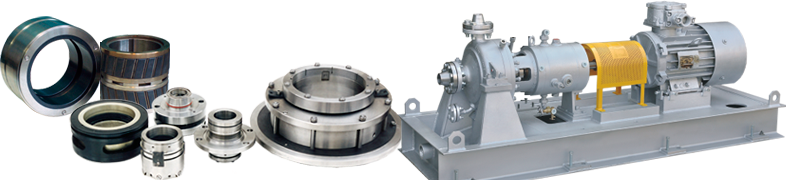
В бустерном и питательном насосах были применены подшипниковые узлы и торцовые уплотнения разработки ООО НПЦ «АНОД».
Подшипники выполнены реверсивного направления вращения, с разъемными по горизонтальной оси корпусами радиальных подшипников и корпусами упорного подшипника в виде осевой фланцевой сборки на валу.
Подшипники предназначены для работы от маслосистемы с принудительной (0,1-0,3 МПа) подачей масла.
Колодки упорных подшипников обоих насосов выполнены в виде упруго деформируемых самовыравнивающихся моноблоков, что исключает трение и износ в подвижных соединениях деталей подшипника, тем самым значительно увеличивая его ресурс.
Для контроля за температурой подшипниковый узел имеет датчики температуры -по 3 в каждом радиальном подшипнике и по 3 во внутренней и внешней колодке упорного подшипника).
Нагрузки воспринимаемые подшипниками:
Радиальный подшипник бустерного насоса – до 16000Н
Упорный подшипник бустерного насоса – до 13000Н
Радиальный подшипник питательного насоса – до 18060Н
Упорный подшипник питательного насоса – до 13000Н
Технические характеристики торцовых уплотнений:
| Параметр / агрегат | Бустерный насос | Питательный насос |
| Диаметр вала под уплотнением, мм | 110 | 130 |
| Температура уплотняемой воды,ºС | 184 | 184 |
| Давление уплотняемой воды, МПа | 1,6 | 4,0 |
| Частота вращения вала, об/мин | 1600 | 5800 |
Стендовые динамические испытания подшипников при полной нагрузке на стенде ООО НПЦ «АНОД» и в составе насосного агрегата в АО «ЦКБМ», показали отсутствие износа антифрикционного слоя, стабильность работы на всех режимах и сходимость расчетов с результатами испытаний.
Торцовые уплотнения показали стабильную работу на всех режимах без утечек уплотняемой воды. Износ рабочих поверхностей отсутствовал.